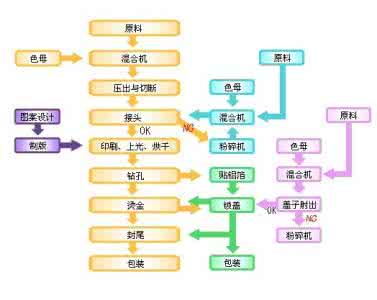
产品的包装的主要流程是什么,产品包装的主要工艺又是什么。以下是爱华网小编为大家整理的关于产品包装工艺流程,给大家作为参考,欢迎阅读!
产品包装工艺流程一、目的
建立包装操作流程,避免产生人为误差。确保包装作业及品质要求。
二、范围
包装作业工序。
三、设备、工具及材料
卷尺、胶带、刀片、泡沫、珍珠棉、包装纸、记号笔、适当的化学用品及清洁剂等。
四、责任
1、包装组长负责组织包装操作人员正确实施具体操作。
2、包装组长、检验员负责监督与检查,确保工序的正确有效运行,确保产品包装质量。
3、包装操作人员应按SOP及本程序正确实施操作。
五、包装准备
1、清理作业现场,把与作业无关的物件摆放于一边。操作台面和物料存放区不准有硬质物品,如木屑、沙石、钉子等杂物,非工作人
员禁止在物料摆放区走动,包装班长、检验员要定期检查包装区域卫生。
2、准备好想做作业材料和工具。
3、预装后的物料须有经包装人员检查后,才能进入包装工序。
六、内容
1、领料时,应义务对前道工序产品进行复检并核对订单号、颜色、数量是否相符。
2、只有经检验员在预装检验合格的成品物料才能进入包装工序。
3、根据包装清单查看包装套数,对板件进行分料。数量不一致或是有外观质量、颜色不符合要求包装班长要及时查明并加以补救。物料表面用酒精或专用清洗剂擦干净,要求物料清洁,无尘、无灰尘、无污垢、无划痕、无胶痕、损伤、无多件、少见、错件。
4、物料之间要用珍珠棉衬垫并加护角保护。
5、玻璃、镜片等易碎物,在四边都垫泡沫,包装纸外面注明易碎或小心玻璃等字样。
6、包装后的物料你不能移动,外表面饱满结实,边角呈方形。内部紧凑,物品无倾斜,受力平衡,各种标签清晰,规范。
7、五金件等随行物要有合理的包装,无包装盒时,要加两成以上
软包装,并放置于规定的合理位置,以免破裂散落及损伤部件。
8、包装纸箱接缝处要用胶带严密封口。
9、的纸箱上贴标签,标签上要有产品名称、物件名称、包装等标识。
10、成品堆放到相应的垫板上。
11、质检员签字入库。
收获工作流程一.周转收货工艺流程;
1.清点工件数量和包装班组分配;
由制作车间反馈包装车间项目进度情况,包装依据信息按项目排产要求进行收货,由对皮带机工件熟知的工人,依据设备清单到制作车间进行清点数量和包装班组的分配。
2.制作车间周转运输喷砂车间;
清点工件完成后,由周转运输班组负责转运至抛丸车间进行除锈,班组针对不同的工件使用不同的周转底托和设备,对所周转运输的产品进行保护,确保工件完整的转运至车间。
3.抛丸车间周转运输涂装车间;
抛丸除锈结束以后,周转运输班组依据设备对应的包装班组,进行分配运输,合理的安排转运的时间,确保各个涂装班组可以正常生产,确保及时将工件转至涂装车间,以达到除锈后的涂漆时间,以免在此氧化生锈。
二.抛丸除锈工艺流程;
1.收货运输班组将产品工件转运抛丸车间,抛丸车间依据钢材表面锈蚀和除锈等级标准为国家标准GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》。
2.标准将除锈等级分成喷射或抛射除锈、手工和电动除锈、火焰除锈三种类型。
3.喷射和抛射除锈,用字母“sa”表示,分四个等级:
sa1——轻度的喷射后抛射除锈。钢材表面无可见的油脂、污垢、无附着的不牢的氧化皮、铁锈、油漆涂层等附着物。
sa2——彻底的喷射或抛射除锈。钢材表面无可见的油脂、污垢,氧化皮、铁锈等附着物基本清除。
sa21/2——非常彻底的喷射或抛射除锈。钢材表面无可见的油脂、污垢、氧化皮、铁锈、油漆涂层等附着物,任何残留的痕迹仅是点状或条状的轻微色斑。
sa3——使钢材表面非常洁净的喷射或抛射除锈。钢材表面无可见的油脂、污垢、氧化皮、铁锈、油漆涂层等附着物,该表面显示均匀的金属色泽。
手工除锈等级:
St2 彻底的手工和动力工具除锈
钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈
钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
表面处理是取得良好涂装效果的关键。表面处理的投资相当值得。因此,对选择表面处理方法和油漆配套系统必须作周密的考虑。
用国际标准来衡量表面处理程度是很重要的,如瑞典标准:SIS055900或ISO08501。
锈蚀等级
表面处理标准的根本点是四个不同的锈蚀等级:
A级 钢材表面完全覆盖粘附的氧化皮,几乎无铁锈。
B级 钢材表面已经开始锈蚀,氧化皮开始呈片状脱落。
C级 钢材表面上的氧化皮已锈蚀,或可刮除,但裸眼可看到轻微锈点。
D级 钢材表面上的氧化皮已锈蚀剥落,裸眼可看到大量锈点。 根据SIS055900,这些锈蚀等级的表面处理是根据以下质量标准进行钢丝刷除锈和喷砂除锈的:
St - 钢丝刷除锈标准St2,St3
Sa - 喷砂除锈标准Sa1,Sa2,Sa2.5,Sa3
钢丝刷除锈 - St
St2 彻底的手工和动力工具除锈
表面应无可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质。 St3 非常彻底的手工和动力工具除锈
同St2,但应比St2处理得更彻底,金属底材呈金属光泽。
这些标准对表面处理有很大的指导和帮助,油漆供应商一般对每种类型的油漆规定有相应的表面处理标准和要求。
喷砂除锈 - Sa
喷砂除锈前应去除表面所有的厚锈层,可见的油,脂和污物也应去除。喷砂除锈后表面应清洁,无灰尘和碎屑。
Sa1级 轻度喷砂除锈表面应无可见的油脂、污物、附着不牢的氧化
皮、铁锈、油漆涂层和杂质。
Sa2级 彻底的喷砂除锈
表面应无可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质基本清除,残留物应附着牢固。
Sa2.5级 非常彻底的喷砂除锈
表面应无可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质,残留物痕迹仅显示点状或条纹状的轻微色斑。
Sa3级 喷砂除锈至钢材表面洁净
表面应无可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质,表面具有均匀的金属色泽。
4.喷砂所选用的等级和相关要求,都要遵循厂标和客户提供的相关要求制定,达到要求后转运至涂装车间。
5.抛丸表面粗糙度所选用钢丸粒度参考表 弹丸直径
工件材质
mm
φ0.3
φ0.5
Φ1.0
Φ2.0
Φ3.0 μm 3.2~6.3 6.3~12.5 12.5~25 25~40 50~80 工件表面粗糙度Ra值 钢材、 不锈钢
三.喷漆涂装工艺流程;
1产品工件转运到涂装车间,由包装工人进行产品分类上架,上架完成有喷漆工人进行喷漆。
2.涂装工作的实施与监督,只有受过训练的工人才能执行该项工作,
实施涂装工作工作期间,工人必须对所有的检查和天气状况进行记录,表面处理工作一定要在可控的天气下实施。
3.涂漆前先进行产品的表面清理,去除掉表面所有的粉尘和油污,第一层油漆应在喷砂和清理之后立即喷涂,在喷涂每层油漆之前,所有的边角,焊缝和不易接近的地方都要用刷子进行预涂。所涂的油漆都要与上一层的不同。在涂每一次油漆前,都要对产品进行清理,以确保最终的表面光滑,无缺陷,杂质,橘皮外观或皱纹现象,在颜色和光泽度方面必须有一个均匀的外观状态。每一次的油漆厚度必须均匀,这样适用于所有的边角。
4.为了确保涂装工作最大的程度均匀,公司质检必须对产品进行检查,并有记录。在油漆没有完全干硬不得进行周转或搬运,如表面油漆任何一层损坏了,都应在尽可能快的进行修补或重新喷涂。
5.覆涂间隔时间表(干膜厚度100微米)(环氧或聚氨酯)
其他种类油漆如;氯化橡胶,乙烯,醇酸漆(干膜厚度100微米)
固化时间表;(干膜厚度100微米)
四.包装工艺流程;
综述——最重要的点
可识别性:所有商品要有标签,并称重和测量尺寸。
可追溯性:包单要体现所有设备。
固定:包里的所有商品要十分安全牢固。
堆放:所有商品要有可堆放性,并且每平方米能承担1000kg重量。 标签:所有包都要有唛头。
危险品:必须单独包装。
减少运输损失
合理利用包装
1.在油漆干硬以后,由包装班组先用箱单和图纸确定产品的身份信息,在对照标签进行悬挂,在通知物流部门人员进行产品的清点工作,核对完成后进行合理的包装,将产品摆放在之前做好的底托内,工件之间要有合理的保护措施,如加包装膜或是胶皮木块等对产品进行保护。待所有产品都完成包装以后用铁丝和包装带进行产品的固定,确
保产品的牢固,不会有松动或滑出包装的现象出现。在捆绑牢固以后给包装制作合理的框架,确保产品能够经受住多次的周转和运输,也能满足长期堆放和储存的条件。
2.设备标签——纸标签,所有设备需要有一个身份标签,用镀锌线或防UV塑料绳/粘合剂固定标签。如果商品需要暴露在水/雨中,必须标记ISO“保持干燥”的标识。所有包装需要标记“此面向上”和“链条”“抬起方向”。操作符号至少需要喷在两面。每个包装都应可追溯性的埋头和箱单的信息,以便于现场核对和安装工作的顺利进行。
3.在完成包装的以后,包装人员将最终的箱单信息反馈给相关人员,在打印出最终箱单进行报检和入库手续的交接。在质检人员检验完成包装以后,开局包装的合格单,由入库转运人员将合格的包装交接给物流部门进行存放和后续的发货工作。