普通机床数控化改造 数控机床维修改造研究
数控机床是一种集机、电、液、气、光高度一体化的现代高精度自动化的技术设备,数控机床作为加工企业中关键产品里面的关键工序的关键设备,假设出现故障,就会导致停机,从而影响加工企业生产,使得损失很大的。为了保证数控机床能够长期安全平稳运行,并且能够及时降低维修费用,消除隐患,达到提高工厂企业的经济效益,需要加强数控机床维修改造的研究。 1.数控机床常见故障问题 数控机床会出现各种各样的故障, 并且多集中在主轴部分与进给伺服系统。原因有制造单位的设计问题,以及数控系统与主机连接不当和运用方面的问题,和有PLC程序设计的问题,如辅助控制器件的故障和控制回路断路等,下面将具体认识数控机床中常见的故障。 主轴部分问题。主轴部分的故障主要表现在主轴驱动系统的故障与主轴液压、主轴流量检测存在的故障。 如广泰数控系统的CAK6150TJ数控车床,出现的问题是四工位刀架不能完成换刀动作,如果在电气与机械角度看,是刀架进水、定位销脱开或者是电机过载。亦如西门子802C数控系统中025000X轴有源编码器硬件故障”,以及在 “025000Z轴上存在源编码器硬件故障”,使得两轴报警通常是同时出现,并且以025000Z轴报警较常见。 伺服系统的故障问题。伺服系统在数控机床设备中非常重要,只有高性能的伺服系统,才可能提供灵活、方便、准确、快速的驱动效果,而伺服系统故障通常是由伺服控制单元、伺服电机、液压系统、气动系统、电气执行元件、机械装置、测速电机、编码器等方面的问题导致。如测速装置故障、测速反馈信号干扰等,使得测速信号不稳定,导致窜动;以及速度控制信号不稳定或受到干扰产生窜动;以及螺钉松动,接线端子接触不良导致窜动等问题。 外部故障问题。数控机床外部故障问题存在两种情况,有软故障与外部硬件损坏导致的硬故障,软故障表现就是由于操作、调整处理不当所导致,这类故障在设备使用前期或设备使用人员调整时期发生。尤其是对那些带计算机硬盘保存数据的系统。如一数控车床在投入使用的时,就要求要返回到参考点。如果在系统断电后重新启动时没有使各轴返回参考点,这样就会造成撞车事故。 2.关于数控机床维修改造分析研究 数控机床主轴驱动系统维修改造。控制数控车床中,主轴驱动系统里的主轴旋转运动能够为车床主轴提供所需要的驱动功率,并且所需的切削力,工件和刀具的相互作用产生负载转矩。在数控车床中主轴输出功率要求大,调速范围足够大,并具有主轴和进给驱动同步控制、准停控制、角度分度控制等控制功能,需要做到高效、高精度和高柔性为一体。运算速度方面,目前开发出 CPU 应该是 32 位和 64 位的数控系统,频率达到几百兆赫、上千兆赫。微处理器的数控系统才能为高速、高精度提供保障。才能达到在分辨率为 0.1μm---0.01μm范围时,可以获得高达 24~240m/min 的进给速度。在换刀速度方面,主轴为轴心,刀具设计在圆周布置,交换时间控制在0.5s为最高,目前德国 Chiron 公司将刀库设计成篮子样式刀到刀的换刀时间仅仅是 0.9s。 数控机床高精度方面,可以利用误差补偿技术,采取误差补偿技术,能够把加工误差减少 60~80,方法是采取反向间隙补偿法,丝杆螺距误差补偿法,以及刀具误差补偿等技术,对设备的热变形误差和空间误差进行综合补偿。还可以利用CNC 系统控制精度,方法是以微小程序段实现连续进给,采取高速插补技术,采取CNC 控制单位精细化措施提高位置检测精度。亦或者是通过仿真预测机床的加工精度,用网格解码器检查以保证机床的定位精度和重复定位精度,在不同运行条件下保证零件的加工质量。 2、智能化数控系统的自诊断功能。人工智能技术为制造业生产柔性化、制造自动化的发展提供了很大帮助,如监测加工过程中,关于切削力、主轴与进给电机的功率、电流、电压等方面的信息,可以采取用传统的或者是现代的算法进行识别来辩识出刀具的受力、磨损、破损状态,和机床加工的稳定性状态情况。如要完整记录系统的各种信息,并且对数控机床发生的错误与事故情况进行回放与仿真,可以用智能故障回放和故障仿真技术,来确定错误引起的原因,和提供解决问题的办法。以及为了要自动识别负载情况,和关于自动调整参数的智能化伺服系统,以及智能主轴交流驱动装置,智能化进给伺服装置,就可以设计智能化交流伺服驱动装置。在自诊断方面,CNC系统实现较为完备的自诊断系统,CNC系统有控制和显示,以及编程能力。能够输出脉冲型控制信号与I/O信号。而且在CRT上,还可以直观地看出CNC系统I/O的状态。出现问题后,可以通过PLC程序的逻辑分析检查出问题的部位。 数控机床伺服系统的选择。伺服系统除了一个电机外。应该是一个闭环的运动系统控制工程网,有控制器、驱动器和电仪,反馈装置,并且配有一个光学或者是磁编码器。伺服系统具有在采用永磁技术后,可以同步机械,并且配以有刷或者是无刷PM电机,以及在一个AC感应电机上能够建立异步机械系统。在数控机床中伺服系统是一个重要组成部分,伺服系统是数控系统CNC系统和刀具,以及主轴间的信息传递环节,同时还是能量放大和传递的一个环节。伺服系统的选择应该根据移动速度、跟踪度、定位度等指标进行选择。 数控机床机械部件的改造。机床数控改造时在设计上需要满足高的静动态刚度和运动副之间的摩擦系数小,而且在传动中无间隙,表现出功率大,便于操作与维修。机床动态特性要求强,在导轨方面需要有普通车床导向度和工艺,同时还要有良好的耐摩擦和磨损特性, 使得速度环、位置环和相关参数在一个最佳匹配状态。另一方面丝杠传动直接关系到传动链准确度,滚珠丝杠的作用是将旋转运动转化为直线运动,也就是说当丝杠作为主动体时螺母就会随丝杠的转动角度按照对应规格的导程转化成直线运动,被动工件可以通过螺母座和螺母连接,从而实现对应的直线运动。如图 所以就要求加工件无侧隙、刚性高,准确度要求高,拖动扭矩要求小,不会出现滑动运动爬行现象。在联轴器方面,联轴器是主动轴和从动轴联接。作用是当数控机床在高速重载的动力传动中有缓冲、减振和提高轴系动态性能的效果,所以对于联轴器需要提高重复定位度,不断消除传动系统中的反向间隙,在伺服驱动元件中,通常所用的联轴器多数采用无键连接,如锥销刚性联轴器和锥环联轴器等联轴器。 随着我国加工厂的增多,数控机床也得到了大量的运用,并且成为企业中关键产品关键工序的关键设备。但是在使用中数控机床故障的产生是多种多样的,需要不断的客服改造,对于相关电路图、相关参数和相关软件进行认真研究,才能做的更好,尤其是在电气、控制系统的改造上,才能充分发挥数控机床的效益。 参考文献 [1] 于沛军. 西班牙FAGOR8055数控系统在铣镗床上的应用[J]. 齐齐哈尔师范高等专科学校学报. 2007.01 [2] 陈世兴. 关于数控机床维修若干问题的分析[J]. 中国高新技术企业. 2008.09 [3] 朱 宁. 数控机床串行通讯的使用方法[J]. 现代交际. 2012.01 [4] 边 境. 谈数控机床维修技术培训[J]. 科技创新导报. 2009.18 [5] 刘永久主编.数控机床故障诊断与维修技术[M]. 机械工业出版社, 2006
更多阅读

苗女奇情中 2改造女体 乳胶女体化改造
玉兰姐刚走不久,老叔公便兴冲冲来到我跟前,晃动着手里一个破布包咧着嘴笑道:“丫头,你看老叔公给你找来什幺好东西!”认祖归宗仪式刚过老头子迫不及待地充当起我的叔公来了,对我这个刚进门的小孙女毫不陌生一口一个丫头的叫得挺热络亲切,让
中国高速铁路规划图 2020年高速铁路网高清
中国高速铁路中国的高速铁路的建设始于1999年所兴建的秦沈客运专线。经过10多年的高速铁路建设和对既有铁路的高速化改造,中国目前已经拥有全世界最大规模以及最高运营速度的高速铁路网。截止2010年10月底,中华人民共和国国内运营时速

马尾松林阔叶化改造的目标和方法探讨 酒店客房改造目标
518职称论文网 2009-08-08 20:38:33 作者:SystemMaster 来源: 文字大小:[大][中][小]摘要 根据马尾松林的群落结构,将马尾松林划分成以下8个主要类型:马尾松-木荷混交林、马尾松-枫香混交林、马尾松/木荷复层林、马尾松/白栎复层林、

中国高速铁路 高铁和动车有什么区别
中国的高速铁路的建设始于1999年所兴建的秦沈客运专线。经过10多年的高速铁路建设和对既有铁路的高速化改造,中国目前已经拥有全世界最大规模以及最高运营速度的高速铁路网。截止2010年10月底,中华人民共和国国内运营时速200公里以上
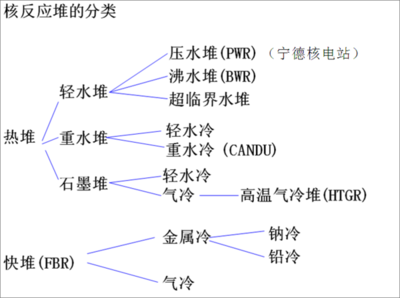
核知识:轻水堆和重水堆
这些是一个78岁的核工业部老科学家教给我的一些知识,估计很难在一些书中找到,我整理一些感兴趣的简单的可公开的小内容,大家普及一下,但是先请大家记住这个老科学家的名字:董仕枢。为了与重水区别,目前将普通水称为轻水。就是核电厂反应堆