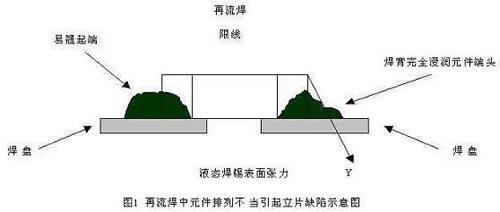
SMT过程缺陷样观和对策[jxdj整理提供]www.PCBTech.net 2003-4-2 中国PCB技术网 1 桥 联 引线线之间出现搭接的常见原因是端接头(或焊盘或导线)之间的间隔不够大。再流焊时,搭接可能由于焊膏厚度过大或合金含量过多引起的。另一个原因是焊膏塌落或焊膏黏度太小。波峰焊时,搭接可能与设计有关,如传送速度过慢、焊料波的形状不适当或焊料波中的油量不适当,或焊剂不够。焊剂的比重和预热温度也会对搭接有影响。桥联出现时应检测的项目与对策如表1所示。 表1 桥联出现时检测的项目与对策检测项目1、印刷网版与基板之间是否有间隙 对 策 1、检查基板是否存在挠曲,如有挠曲可在再流焊炉内装上防变形机构;2、检查印刷机的基板顶持结构,使基板的保持状态与原平面一致;3、调整网版与板工作面的平行度。检测项目2、对应网版面的刮刀工作面是否存在倾斜(不平行)对 策 1、调整刮刀的平行度检测项目3、刮刀的工作速度是否超速 对 策 1、重复调整刮刀速度(刮刀速度过快情况下的焊膏转移,会降低焊膏黏度而在焊膏恢复原有黏度前就执行脱版,将产生焊膏的塌边不良)检测项目4、焊膏是否回流到网版的反面一测 对 策 1、网版开口部设计是否比基板焊区要略小一些;2、网版与基板间不可有间隙;3、是否过分强调使用微间隙组装用的焊膏,微间隙组装常选择粒度小的焊膏,如没必要,可更换焊膏。检测项目5、印刷压力是否过高,有否刮刀切入网板开口部现象对 策 1、聚酯型刮刀的工作部硬度要适中,太软易产生对网版开口部的切入不良;2、重新调整印刷压力。检测项目6、印刷机的印刷条件是否合适 对 策 1、检测刮刀的工作角度,尽可能采用60度角。检测项目7、每次供给的焊膏量是否适当 对 策 1、可调整印刷机的焊膏供给量。2 焊 料 球 焊料球是由于焊膏因此的最普通的缺陷形式,其原因是焊料合金被氧化或者焊料合金过小,由焊膏中溶剂的沸腾而引起的焊料飞溅的场合也会出现焊料球缺陷,还有一种原因是存在有塌边缺陷,从而造成的焊料球。焊料球出现时应检测的项目与对策如表2所示。表2 焊料球出现时检测的项目与对策检测项目1、基板区是否有目测不到的焊料小球(焊料合金被氧化造成) 对 策 1、焊膏是否在再流焊过程中发生氧化。检测项目2、焊膏的使用方法是否正确对 策 1、检测焊膏性能检测项目3、基板区是否有目测到的焊料小球(焊料塌边造成) 对 策 1、焊膏是否有塌边现象检测项目4、刮刀的工作速度是否超速 对 策 1、重复调整刮刀速度(刮刀速度过快情况下的焊膏转移,会降低焊膏黏度而在焊膏恢复原有黏度前就执行脱版,将产生焊膏的塌边不良)检测项目5、预热时间是否充分对 策 1、活性剂从开始作用的80度温度到熔融的时间应控制在2min之内。检测项目6、是否在离发生地较远的位置上发现焊料球(溶剂飞溅造成) 对 策 1、焊接工艺设定的温度曲线是否符合工艺要求,焊接预热不是充分,在找不到原因时,可对焊膏提出更换要求。3 立 碑 片状元件常出现立起的现象,又称之为吊桥、曼哈顿现象。立碑缺陷发生的根本原因是元件两边的润湿力不平衡。主要与焊盘设计与布局不合理、焊膏与焊膏的印刷、贴片以及温度曲线有关。立碑缺陷出现时应检测的项目与对策如表3所示。表3 立碑缺陷出现时检测的项目与对策检测项目1、焊盘是否有一个与地线相连或有一侧焊盘面积过大对 策 1、改善焊盘设计检测项目2、焊膏的活性对 策 1、按照表3的检测焊膏性能;2、采用氮气保护,氧含量控制在100×10-6左右。检测项目3、焊膏的印刷量是否均匀对 策 1、调整焊膏的印刷量,保证焊膏的印刷量均匀检测项目4、Z轴受力是否均匀对 策 1、调整印刷压力保证元件浸入焊膏深度相同。4 位置偏移 这种缺陷可以怀疑是焊料润湿不良等综合性原因。先观察发生错位部位的焊接状态,如果是润湿状态良好情况下的错位,可考虑能否利用焊料表面张力的自调整效果来加以纠正,如果是润湿不良所致,要先解决不良状况。焊接状况良好时发生的元件错位,有下面二个因素:① 在再流焊接之前,焊膏黏度不够或受其它外力影响发生错位。② 在再流焊接过程中,焊料润湿性良好,且有足够的自调整效果,但发生错位,其原因可能是传送带上是否有震动等影响,对焊炉进行检验。发生这种情况下也可以从元件立碑缺陷产生的原因考虑。位置偏移缺陷出现时应检测的项目与对策如表4所示。表4 位置偏移缺陷出现时检测的项目与对策检测项目1、在再流焊炉的进口部元件的位置有没有错位对 策 1、检验贴片机贴装精度,调整贴片机;2、检查焊膏的粘接性,如有问题,按表3检验;
3、观察基板进入焊炉时的传送状况。检测项目2、在再流焊过程中发生了元件的错位对 策 1、检查升温曲线和预热时间是否符合规定;2、基板进入再流焊内是否存在震动等影响;3、预热时间是否过长,使活性剂失去作用,再检查升温曲线。检测项目3、焊膏的印刷量是否过多对 策 1、调整焊膏的印刷量检测项目4、基板焊区设计是否正确对 策 1、按焊区设计要求重新检查检测项目5、焊膏的活性是否合格对 策 1、可改变使用活性强的焊膏5 芯吸现象 又称吸料现象又称抽芯现象,是常见的焊接缺陷之一,多见于气相再流焊中。这种缺陷是焊料脱离焊盘沿引脚上行到引脚与芯片本体之间,回形成严重的虚焊现象。通常原因是引脚的导热率过大,升温迅速,以致焊料优先润湿引脚,焊料与引脚之间的润湿力远大于焊料与焊盘之间的润湿力,引脚的上翘回更会加剧芯吸现象的发生。解决办法是:先对SMA充分预热后在放如炉中焊接,应认真的检测和保证PCB焊盘的可焊性,元件的共面性不可忽视,对共面性不好的器件不应用于生产。6 未 熔 融 未熔融的不良现象有两种:① 在固定场所发生的未熔融,按表5进行检验;② 发生的场所不固定,属随即发生按表3进行检验。表5 固定场所发生未熔融缺陷时,所检验的项目1、发生未熔融的元件是不是热容量大的元件;2、是不是在基板的反面装载了热容量大的元件,形成导热障碍;3、发生未熔融元件的四周是不是装载了热容量大的元件;4、组装在基板端部的元件有没有发生未熔融;5、在发生未熔融的部位有没有与基板地线或电源线路等热容量大的部件相连接;6、未熔融的场所是不是属于隐蔽的部位,即对热风或红外线直接接触较困难的结构状态。7 焊料不足 焊料不足缺陷的发生原因主要有两种:① 在发生焊料不足的场所,焊料的润湿性非常好,完全不是焊接状态问题,仅仅表现为焊料较少,此时发生的原因是焊膏的印刷性能不好;② 在发生焊料不足的场所,常常是同时引起焊料的润湿不良。焊料不足缺陷产生时,所检验的项目如表6所示。表6 焊料不足缺陷产生时,所检验的项目检测项目1、刮刀将网版上的焊膏转移(印刷时),网板上有没有残留焊膏对 策 1、确认印刷压力;2、设定基板、网板、刮刀的平行度。检测项目检测项目2、印刷网板的开口部有没有被焊膏堵塞对 策 1、当焊膏性能恶化会引起黏度上升,这时会同时带来润湿不良。也可根据表3的方法给予检验;2、焊膏印刷状态与开口部尺寸是不是吻合(特别注意到粉末大小黏度)。检测项目3、网板开口部内壁面状态是否良好对 策 1、要注意到用腐蚀方式成形的开口部内壁状态的检验,必要场合,应更换网板。检测项目4、聚酯型刮刀的工作部硬度是否合适对 策 1、刮刀工作部如果太软,印刷时会切入网板开口部挤走焊膏,这在开口部尺寸比较宽时特别明显。检测项目5、焊膏的滚动性(转移性)是否正常对 策 1、重设定印刷条件(特别是刮刀角度);2、在焊膏黏度上升时,如同时出现润湿不良,可按表3再检查了;3、检验对印刷机供给量的多或少。8 润湿不良 当依靠焊料表面张力所产生自调整效果,包含沉入现象对元件的保持力失去作用时,就会发生错位、焊料不足、元件跌落、桥联等不良。也可以说是综合性不良。可按照表7进行检验。表7 焊膏的检验项目1、焊膏的密封保管状态是否符合要求;2、焊膏的保管温度是否正确(5~10℃);3、焊膏的使用期限是否超长(一般不超过进货后的二个月);4、是否在使用前12小时将焊膏从冰箱中取出;5、从冰箱取出后是否马上把盖子打开(如马上打开发生的结露会使水分进入焊膏);6、一次未用完焊膏是否重复使用(再使用时,是否对其品质加以确认);7、焊膏搅拌有否超时(二分钟之内)速度是否过快,过快会摩擦生热,引起化学反应;8、从冰箱取出的焊膏是不是按原状用完了;9、是不是在规定时间内用完;10、焊膏装料容器的盖是否关闭好;11、是否将装料容器盖附近的焊膏(沾上的)擦去。9 其它缺陷 片式元器件开裂、焊点不光亮/残留物多、PCB扭曲、IC引脚焊接后开路/虚焊、引脚受损、污染物覆盖了焊盘、焊膏呈脚状片式元器件开裂产生原因:① 对于MLCC类电容来说,其结构上存在着很大的脆弱性,通常MLCC是由多层陶瓷电容叠加而成,强度低,极不耐受热与机械力的冲击。特别是在波峰焊中尤为明显;② 贴片过程中,贴片机Z轴的吸放高度,特别是一些不具备Z轴软着陆功能的贴片机,吸放高度由片式元件的厚度而不是由压力传感器来决定,故元件厚度的公差会造成开裂;③ PCB的挠曲应力,特别是焊接后,挠曲应力容易造成元件的开裂;④ 一些拼板的PCB在分割时,会损坏元件。预防办法是:认真调节焊接工艺曲线,特别是预热区温度不能过低;贴片时应认真调节提贴片机Z轴的吸放高度;应注意拼板割刀形状;PCB的挠曲度,特别是焊接后的挠曲度,应有针对性的校正,如是PCB板菜质量问题,需另重点考虑