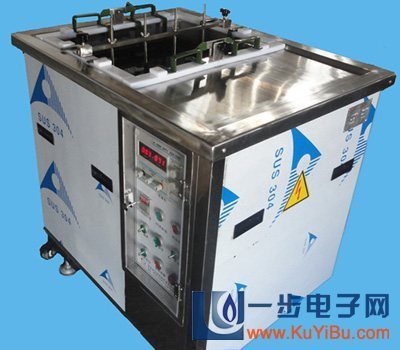
超声波塑焊机是超声波塑料焊接机的简称。超声波焊接是熔接热塑性塑料制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂、粘接剂或其它辅助品。其优点是增加多倍生产率、降低成本,提高产品质量及安全生产。超声波塑焊机主要应用于热塑性塑料的二次连接,其焊接强度可与本体相媲美。
超声波塑焊机_超声波塑焊机 -简介
超声波塑焊机超声波塑焊是将高频率机械振动通过工件传到接口部分,使分子加速运动。分子摩擦转换成热量使接口处塑料熔化,从而使两个焊件以分子联接方式真正结合为一体。因为这种分子运动是在瞬间完成的,所以绝大部分的超声波塑焊可以0.25~0.5s内完成。超声波塑焊适用于焊接面积较小,结构规则和热塑性的塑料件,如车窗马达、内置音响、脚垫、门板、离合拔叉、备胎箱、保险杠、滤清器、前挡板等,广泛应用于电子电器、汽车零件、塑料玩具、文化用品、工艺品、化妆品等各个行业。
超声波塑焊机_超声波塑焊机 -应用技术
对焊:将两个相同材料(或具备相容性的不同材料)的热塑性工件以分子链接方式对接熔焊,焊接强度可与本体相媲美。此种焊接工艺应用形式最为广泛,常见于各种塑料封装产品,如手机电池、过滤器壳体之焊接。设计对焊产品的关键是有效的承力面和合理的焊口结构(详见超声波焊接的焊口设计)。铆焊:将下工件的铆头熔化并变形,从而将上工件扣住。当上工件为非热塑性材料时,这种焊接工艺应用形式便具有其特殊功效。
嵌焊:将一金属部件嵌入一个热塑性工件的预置孔中。预置孔的尺寸和嵌件上的环形槽(或滚花纹)是此种焊接工艺应用的关键。
点焊:将两个相同材料(或具备相容性的不同材料)的热塑性工件,分点焊接。此种焊接工艺不需要预设焊线,特别适用于形状不规则的大型焊件,且一般来说上工件厚度较薄,如土工格室焊接等。
成形:将热塑性工件突起部分软化并变形,从而将另一不相容的工件机械固定。当嵌入件较软或易碎时,这种焊接工艺应用形式特别有效。
熔切:将化纤布料或编织带分切,改变上、下模具,还可用于缝焊或镂花。超声波熔切机熔切(焊)之产品,切口熔合不散边,不起毛。
超声波塑焊机_超声波塑焊机 -适用范围
普遍运用于汽车行业、电子行业、医疗行业、家电行业、无纺布服装、办公用品、包装行业、玩具行业等。比如车身塑料零件,汽车车门、汽车汽车仪表、车灯车镜、遮阳板、内饰件、滤清器,反光材料、反光道钉、保险杠、拉索、摩托车用塑料滤清器、散热器、制动液罐、油杯、水箱、油箱、风管、尾气净化器、托盘滤板;塑胶电子:预付费水表电表,通讯设备,无绳电话,手机配件,手机壳,电池壳,充电器、阀控式密封维护铅酸蓄电池,3寸软盘,U盘,SD卡,CF卡,USB接插件、蓝牙;玩具文具:文件夹,相册,折盒,PP中空板,笔套,墨盒,硒鼓,;医用日用:手表,厨具,口服液瓶盖,点滴瓶盖、手机饰件,金柔刷,日用品,卫生用品,儿童用品,空气床垫,衣架,刀柄,园艺用品,橱具洁具,花洒,金柔刷,淋浴头,防伪瓶盖,化妆品瓶盖,咖啡壶,洗衣机、空气除湿机,电熨斗、电水壶、吸尘器,音箱金属面盖及土木格栅等。
超声波塑焊机_超声波塑焊机 -技术参数
超声波型号:CSH-2020 CSH-1526 CSH-1530
电压:220V50-60HZ频率:15KHZ
功率:2000W-4200W
1.原装日本进口换能器,输出强劲稳定,频率好。
2.生产的超声波塑焊机。机身防后仰加同轴直压式设计,压力施加均衡,提高焊接精密度。
3.主要电器组件、零部件优质进口件组装宏大免费保修2年,终身维护。
在焊接时,换能器把20KHz/15KHz的大功率振动信号,转换为相应的机械能,施加于所需焊接的塑胶件的接触界面,焊件接合处剧烈摩擦瞬间产生高热量,从而使分子交替熔合,从而达到焊接效果。只有分子结构相同或相近的塑料才能进行焊接。在焊接面上是分子间的化学结合,所以母体材料越相近,焊接效果越好表示熔接状况最佳
表示熔接状况尚可
表示不宜熔接
超声波作用在焊件的接口上,即超声线。相对二个焊接面只有形成异向振动时才能焊接,同向振动不能焊接(见图2)。通过对焊件接口形状的设计和对超声波模具的设计,可以获得必要的异向振动条件(见图3)。
超声波塑焊机
超声波塑焊机_超声波塑焊机 -影响焊接质量因素
4.2.1在进行焊接时,需要对焊件施加必要的压力,同时严格控制焊接时间和超声功率。压力、时间、功率是确保焊接质量的三要素。
焊接压力:对焊件施加压力是为了给声组件形成一个较为稳定的焊接负载。由于对焊件施加静压力,焊件材料将由弹性向塑性过渡,这样,材料的粘弹系数增加了,就能吸收更多的超声能量。静压力还促进了分子相互扩散并挤去焊缝中的残余空气,从而达到水密和气密。
延时时间:当焊头对焊件施加压力达到某一预定值时,才触发超声发生器工作,使超声发生器一开始就处于负载相对稳定的工作状态。这有利于提高焊接质量,对设备稳定可靠的工作也是很重要的。
焊接时间:由于焊机的输出功率是一定的,焊件得到的能量与超声作用时间成正比,所以选择焊接时间是关键。焊接时间短了,出现虚焊,焊接时间长了,造成焊件变形,熔渣溢出,有时还会在非焊接部位出现热斑(变色)。焊接时间以短为好,一般在1秒以内,所以可以选择功率大一点的焊机。焊接时间需经过多次试验才能确定。
保压时间:超声停止后,焊件还要在压力下保持一段时间,以便冷却定型。
4.2.2除了焊接设备外,来之于塑料内部或外部的各种因素,对焊接质量有一定的影响,应当引起重视。
塑料的吸湿性:如果焊接潮湿的塑胶零件,水将在100℃时作为蒸汽跑出来在焊接面上出现气泡。这样一来,焊接面就失去了气密性。吸湿较为严重的有尼龙、丙烯酸和聚砜。用这些材料做的零件,焊前必须采取干燥措施。并贮存在聚乙烯袋里。
塑料中的填充物如玻璃纤维、滑石、云母,它们改变了材料的物理特性。塑料中填充料的含有率对塑料的可焊性和焊接质量有很大的关系。含有20%以内的填充料的塑料能正常进行焊接,不需要特殊的方法和设计。在这个范围内还可以改善某些塑料的可焊性。这时难以焊接的聚乙烯即使在远场也可以焊接了。当填充物超过20%时,因塑料表面存在着颗粒,焊头磨损就成了问题。这时,焊头要选用热处理过的钢或钛合金。填充物超过30%时,由于表面树脂不足,要求气密是不可能的。当填充物超过40%时,在焊接面上因缺少树脂而出现严重的沟道。