催化裂化是石油炼制过程之一,是在热和催化剂的作用下使重质油发生裂化反应,转变为裂化气、汽油和柴油等的过程。催化裂化技术由法国E.J.胡德利研究成功,于1936年由美国索康尼真空油公司和太阳石油公司合作实现工业化,当时采用固定床反应器,反应和催化剂再生交替进行。原料经换热后与回炼油混合经对称分布物料喷嘴进入提升管,并喷入燃油加热,上升过程中开始在高温和催化剂的作用下反应分解,进入沉降器下段的气提段,经汽提蒸汽提升进入沉降器上段反应分解后反应油气和催化剂的混合物进入沉降器顶部的旋风分离器(一般为多组),经两级分离后,油气进入集气室,并经油气管道输送至分馏塔底部进行分馏,分离出的催化剂则从旋分底部的翼阀排出,到达沉降器底部经待生斜管进入再生器底部的烧焦罐。
催化裂化_催化裂化 -反应过程
反应过程中生成的焦炭沉积于催化剂上,使催化剂失去活性。吹入空气烧去焦炭可使催化剂再生,循环使用。热的再生催化剂可以提供反应所需热量。
催化裂化装置总貌图
催化裂化原料是原油通过原油蒸馏(或其他石油炼制过程)分馏所得的重质馏分油;或在重质馏分油中掺入少
量渣油,或经溶剂脱沥青后的脱沥青渣油;或全部用常压渣油或减压渣油。在反应过程中由于不挥发的类碳物质沉积在催化剂上,缩合为焦炭,使催化剂活性下降,需要用空气烧去(见催化剂再生),以恢复催化活性,并提供裂化反应所需热量。催化裂化是石油炼厂从重质油生产汽油的主要过程之一。所产汽油辛烷值高(马达法80左右),裂化气(一种炼厂气)含丙烯、丁烯、异构烃多。
催化裂化_催化裂化 -沿革
催化裂化
催化裂化技术由法国E.J.胡德利研究成功,于1936年由美国索康尼真空油公司和太阳石油公司合作实现工业化,当时采用固定床反应器,反应和催化剂再生交替进行。由于高压缩比的汽油发动机需要较高辛烷值汽油,催化裂化向移动床(反应和催化剂再生在移动床反应器中进行)和流化床(反应和催化剂再生在流化床反应器中进行)两个方向发展。移动床催化裂化因设备复杂逐渐被淘汰;流化床催化裂化设备较简单、处理能力大、较易操作,得到较大发展。60年代,出现分子筛催化剂,因其活性高,裂化反应改在一个管式反应器(提升管反应器)中进行,称为提升管催化裂化。
中国1958年在兰州建成移动床催化裂化装置,1965年在抚顺建成流化床催化裂化装置,1974年在玉门建成提升管催化裂化装置。1984年,中国催化裂化装置共39套,占原油加工能力23%。
催化裂化_催化裂化 -反应机理
与按自由基反应机理进行的热裂化不同,催化裂化是按碳正离子机理进行的,催化剂促进了裂化、异构化和芳构化反应,裂化产物比热裂化具有更高的经济价值,气体中C3和C4较多,异构物多;汽油中异构烃多,二烯烃极少,芳烃较多。其主要反应包括:①分解,使重质烃转变为轻质烃;②异构化;③氢转移;④芳构化;⑤缩合反应、生焦反应。异构化和芳构化使低辛烷值的直链烃转变为高辛烷值的异构烃和芳烃。
催化裂化_催化裂化 -装置类型
流化床催化裂化装置有多种类型,按反应器(或沉降器)和再生器布置的相对位置的不同可分为两大类:①反应器和再生器分开布置的并列式;②反应器和再生器架叠在一起的同轴式。并列式又由于反应器(或沉降器)和再生器位置高低的不同而分为同高并列式和高低并列式两类。
催化裂化
同高并列式主要特点是:①催化剂由U型管密相输送;②反应器和再生器间的催
化剂循环主要靠改变U型管两端的催化剂密度来调节;③由反应器输送到再生器的催化剂,不通过再生器的分布板,直接由密相提升管送入分布板上的流化床可以减少分布板的磨蚀。
高低并列式特点是反应时间短,减少了二次反应;催化剂循环采用滑阀控制,比较灵活。
同轴式装置形式特点是:①反应器和再生器之间的催化剂输送采用塞阀控制;②采用垂直提升管和90°耐磨蚀的弯头;③原料用多个喷嘴喷入提升管。
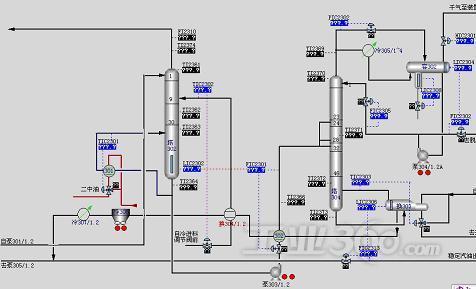
催化裂化_催化裂化 -工艺流程
催化裂化的流程主要包括三个部分:①原料油催化裂化;②催化剂再生;③产物分离。原料喷入提升管反应器下部,在此处与高温催化剂混合、气化并发生反应。反应温度480~530℃,压力0.14~0.2MPa(表压)。反应油气与催化剂在沉降器和旋风分离器(简称旋分器),分离后,进入分馏塔分出汽油、柴油和重质回炼油。裂化气经压缩后去气体分离系统。结焦的催化剂在再生器用空气烧去焦炭后循环使用,再生温度为600~730℃。
5.1反应部分
原料经换热后与回炼油混合经对称分布物料喷嘴进入提升管,并喷入燃油加热,上升过程中开始在高温和催化剂的作用下反应分解,进入沉降器下段的气提段,经汽提蒸汽提升进入沉降器上段反应分解后反应油气和催化剂的混合物进入沉降器顶部的旋风分离器(一般为多组),经两级分离后,油气进入集气室,并经油气管道输送至分馏塔底部进行分馏,分离出的催化剂则从旋分底部的翼阀排出,到达沉降器底部经待生斜管进入再生器底部的烧焦罐。
5.2再生部分
再生器阶段,催化剂因在反应过程中表面会附着油焦而活性降低,所以必须进行再生处理,首先主风机将压缩空气送入辅助燃烧室进行高温加热,经辅助烟道通过主风分布管进入再生器烧焦罐底部,从反应器过来的催化剂在高温大流量主风的作用下被加热上升,同时通过器壁分布的燃油喷嘴喷入燃油调节反应温度,这样催化剂表面附着的油焦在高温下燃烧分解为烟气,烟气和催化剂的混合物继续上升进入再生器继续反应,油焦未能充分反应的催化剂经循环斜管会重新进入烧焦罐再次处理。最后烟气及处理后的催化剂进入再生器顶部的旋风分离器进行气固分离,烟气进入集气室汇合后排入烟道,催化剂进入再生斜管送至提升管。
5.3烟气利用
催化裂化的相关书籍:催化裂化 工艺与工程
再生器排除的烟气一般还要经三级旋风分离器再次分离回收催化剂,高温高速的烟气主要有两种路径,一、
进入烟机,推动烟机旋转带动发电机或鼓风机;二、进入余热锅炉进行余热回收,最后废气经工业烟囱排放。
催化裂化_催化裂化 -发展
长期以来,流化床催化裂化原料主要为原油蒸馏的馏出油(柴油、减压馏出油等)和热加工馏出油,原料中镍、钒(会使催化剂中毒)含量一般均小于0.5ppm。在以减压渣油作催化裂化原料时,通常要在进入催化裂化装置前,用各种方法进行原料预处理,除去其中大部分镍、钒等金属和沥青质。70年代以来,由于节约石油资源引起商品渣油需求下降。因此,流化床催化裂化装置掺炼减压渣油或直接加工常压渣油已相当普遍。主要措施是:采用抗重金属中毒催化剂;在原料中加入钝化剂等。
催化裂化_催化裂化 -其它资料
催化剂
硅酸铝管
主要成分为硅酸铝,起催化作用的是其中的酸性活性中心(见固体酸催化剂)。移动床催化裂化采用3~
5mm小球形催化剂。流化床催化裂化早期所用的是粉状催化剂,活性、稳定性和流化性能较差。40年代起,开发了微球形(40~80μm)硅铝催化剂,并在制备工艺上作了改进,70年代初期,开发了高活性含稀土元素的 X型分子筛硅铝微球催化剂。70 年代起, 又开发了活性更高的Y型分子筛微球催化剂(见石油炼制催化剂)。
使用分子筛催化剂时,为了使炼厂产品方案有一定的灵活性,可根据市场需要改变操作条件以得到最大量的汽油、柴油或液化气。