百分表是一种量具。是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。主要用于测量制件的尺寸和形状、位置误差等。分度值为0.01mm,测量范围为0-3、0-5、0-10mm。百分表的工作原理,是将被测尺寸引起的测杆微小直线移动,经过齿轮传动放大,变为指计在刻度盘上的转动,从而读出被测尺寸的大小。百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
百分表_百分表 -产品简介
百分表结构示意图百分表是利用精密齿条齿轮机构制成的表式通用长度测量工具。通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。百分表是美国的B.C.艾姆斯于1890年制成的。常用于形状和位置误差以及小位移的长度测量。百分表的圆表盘上印制有100个等分刻度,即每一分度值相当于量杆移动0.01毫米。若在圆表盘上印制有1000个等分刻度,则每一分度值为0.001毫米,这种测量工具即称为千分表。改变测头形状并配以相应的支架,可制成百分表的变形品种,如厚度百分表、深度百分表和内径百分表等。如用杠杆代替齿条可制成杠杆百分表和杠杆千分表,其示值范围较小,但灵敏度较高。此外,它们的测头可在一定角度内转动,能适应不同方向的测量,结构紧凑。它们适用于测量普通百分表难以测量的外圆、小孔和沟槽等的形状和位置误差。
百分表_百分表 -工作原理
百分表的工作原理,是将被测尺寸引起的测杆微小直线移动,经过齿轮传动放大,变为指计在刻度盘上的转动,从而读出被测尺寸的大小。百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
百分表_百分表 -测量范围
百分表的结构较简单,传动机构是齿轮系,外廓尺寸小,重量轻,传动机构惰性小,传动比较大,可采用圆周刻度,并且有较大的测量范围,不仅能作比较测量,也能作绝对测量。
百分表_百分表 -主要用途
主要用于测量制件的尺寸和形状、位置误差等。分度值为0.01mm,测量范围为0-3、0-5、0-10mm。
百分表_百分表 -构造组成
百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
百分表_百分表 -出口许可
百分表已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
百分表_百分表 -布局
百分表百分表的布局较简略,传动组织是齿轮系,外廓尺度小,重量轻,传动组织慵懒小,传动比较大,可采用圆周刻度,并且有较大的丈量规模,不仅能作比较丈量,也能作肯定丈量。
百分表的作业原理,是将被测尺度导致的测杆细小直线移动,经过齿轮传动扩大,变为指计在刻度盘上的转变,然后读出被测尺度的巨细。
百分表的布局主要由3个部件组成:表体有些、传动系统、读数设备。
百分表已施行出口商品质量答应准则,未取得出口质量答应证的商品禁绝出口。
百分表_百分表 -结构原理
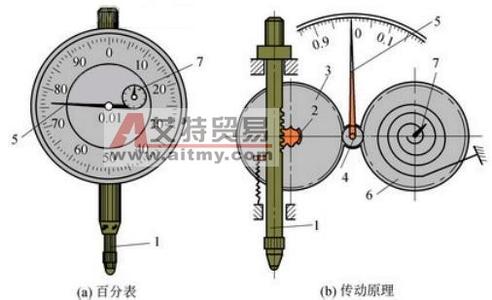
百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对数值,主要用于测量形状和位置误差,也可用于机床上安装工件时的精密找正。百分表的读数准确度为0.01mm。百分表的结构原理如图1所示。当测量杆1向上或向下移动1mm时,通过齿轮传动系统带动大指针5转一圈,小指针7转一格。刻度盘在圆周上有100个等分格,各格的读数值为0.01mm。小指针每格读数为1mm。测量时指针读数的变动量即为尺寸变化量。刻度盘可以转动,以便测量时大指针对准零刻线。
百分表的外形如右图所示。8为测量杆,6为指针,表盘3上刻有100个等分格,其刻度值(即读数值)为0.01mm。当指针转一圈时,小指针即转动一小格,转数指示盘5的刻度值为1mm。用手转动表圈4时,表盘3也跟着转动,可使指针对准任一刻线。测量杆8是沿着套筒7上下移动的,套筒8可作为安装百分表用。9是测量头,2是手提测量杆用的圆头。
百分表
右下图是百分表内部机构的示意图。带有齿条的测量杆1的直线移动,通过齿轮传动(Z1、Z2、Z3)转变为指针2的回转运动。齿轮Z4和弹簧3使齿轮传动的间隙始终在一个方向,起着稳定指针位置的作用。弹簧4是控制百分表的测量压力的。百分表内的齿轮传动机构,使测量杆直线移动1mm时,指针正好回转一圈。
百分表内部结构
百分表_百分表 -读数方法
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值
百分表_百分表 -注意事项
1)使用前,应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置。
2)使用时,必须把百分表固定在可靠的夹持架上。切不可贪图省事,随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表。
3)测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙度或有显著凹凸不平的工作。
4)测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
5)为方便读数,在测量前一般都让大指针指到刻度盘的零位。
6)用百分表或千分表测量零件时,测量杆必须垂直于被测量表面。即使测量杆的轴线与被测量尺寸的方向一致,否则将使测量杆活动不灵活或使测量结果不准确。
7)用百分表校正或测量零件时,应当使测量杆有一定的初始测力。
即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量(千分表可小一点,有0.1mm即可),使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变。当指针的零位稳定后,再开始测量或校正零件的工作。如果是校正零件,此时开始改变零件的相对位置,读出指针的偏摆值,就是零件安装的偏差数值。
8)检查工件平整度或平行度时,将工件放在平台上,使测量头与工件表面接触,调整指针使摆动,然后把刻度盘零位对准指针,跟着慢慢地移动表座或工件,当指针顺时针摆动时,说明了工件偏高,反时针摆动,则说明了工件偏低了。
9)检验车床主轴轴线对刀架移动平行度时,在主轴锥孔中插入一检验棒,把百分表固定在刀架上,使百分表测头触及检验棒表面。移动刀架,分别对侧母线A和上母线B进行检验,记录百分表读数的最大差值。为消除检验棒轴线与旋转轴线不重合对测量的影响,必须旋转主轴180o,再同样检验一次A、B的误差分别计算,两次测量结果的代数和之半就是主轴轴线对刀架移动的平行度误差。要求水平面内的平行度允差只许向前偏,即检验棒前端偏向操作者;垂直平面内的平行度允差只许向上偏。
10)检验刀架移动在水平面内直线度时,将百分表固定在刀架上,使其测头顶在主轴和尾座顶尖间的检验棒侧母线上(图5-10位置A),调整尾座,使百分表在检验棒两端的读数相等。然后移动刀架,在全行程上检验。百分表在全行程上读数的最大代数差值,就是水平面内的直线度误差。
11)在使用百分表过程中,要严格防止水、油和灰尘渗入表内,测量杆上也不要加油,免得粘有灰尘的油污进入表内,影响表的灵活性。
12)百分表不使用时,应使测量杆处于自由状态,免使表内的弹簧失效。如内径百分表上的百分表,不使用时,应拆下来保存。
百分表_百分表 -主要应用
百分表的一个非常重要的应用就是用来测量形状和位置误差等机械测量,如圆度、圆跳动、平面度、平行度、直线度等,利用百分表来测量机械形位误差有个非常简单且效率高的方法,就是可以直接利用我们的数据分析仪连接百分表来测量,无需人工读数,数据分析仪软件可对百分表数据进行采集及分析数据,并计算出各测量结果,可以大大提高测量效率。测量示意图如下:
百分表_百分表 -维护保养
维护与保养
1.远离液体,不使冷却液、切削液、水或油与内径表接触。
2.在不使用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状态。
3.成套保存于盒内,避免丢失与混用。