不锈钢磁力泵是一种将n对磁体(n为偶数)按规律排列组装在磁力传动器的内、外磁转子上,使磁体部分相互组成完整藕合的磁力系统机器,是磁体产生运动,带动磁转子旋转。
不锈钢磁力泵_不锈钢磁力泵 -磁力泵的工作原理
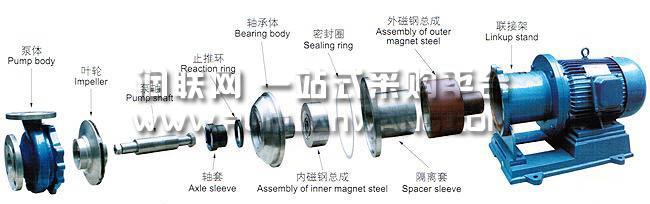
将n对磁体(n为偶数)按规律排列组装在磁力传动器的内、外磁转子上,使磁体部分相互组成完整藕合的磁力系统。当内、外两磁极处于异极相对,即两个磁极间的位移角Φ=0,此时磁系统的磁能最低;当磁极转动到同极相对,即两个磁极间的位移角Φ=2π/n,此时磁系统的磁能最大。去掉外力后,由于磁系统的磁极相互排斥,磁力将使磁体恢复到磁能最低的状态。于是磁体产生运动,带动磁转子旋转。不锈钢磁力泵_不锈钢磁力泵 -结构特点
永磁体由稀土永磁材料制成的永磁体工作温度范围广(-45-400℃),矫顽力高,磁场方向具有很好的各向异性,在同极相接近时也不会发生退磁现象,是一种很好的磁场源。
隔离套在采用金属隔离套时,隔离套处于一个正弦交变的磁场中,在垂直于磁力线方向的截面上感应出涡电流并转化成热量。涡流的表达式为:其中Pe-涡流;K―常数;n―泵的额定转速;T-磁传动力矩;F-隔套内的压力;D-隔套内径; 一材料的电阻率; ―材料的抗拉强度。当泵设计好后,n、T是工况给定的,要降低涡流只能从F、D等方面考虑。选用高电阻率、高强度的非金属材料制作隔离套,在降低涡流方面效果十分明显。
冷却润滑液流量的控制泵运转时,必须用少量的液体对内磁转子与隔离套之间的环隙区域和滑动轴承的摩擦副进行冲洗冷却。冷却液的流量通常为泵设计流量的2%-3%,内磁转子与隔离套之间的环隙区域由于涡流而产生高热量。当冷却润滑液不够或冲洗孔不畅、堵塞时,将导致介质温度高于永磁体的工作温度,使内磁转子逐步失去磁性,使磁力传动器失效。当介质为水或水基液时,可使环隙区域的温升维持在3-5℃;当介质为烃或油时,可使环隙区域的温升维持在5-8℃。
滑动轴承磁力泵滑动轴承的材料有浸渍石墨、填充聚四氟乙烯、工程陶瓷等。由于工程陶瓷具有很好的耐热、耐腐蚀、耐摩擦性能,所以磁力泵的滑动轴承多采用工程陶瓷制作。由于工程陶瓷很脆且膨胀系数小,所以轴承间隙不得过小,以免发生抱轴事故。
由于磁力泵的滑动轴承以所输送的介质进行润滑,所以应根据不同的介质及使用工况,选用不同的材质制作轴承。
当磁力传动器的从动部件在过载情况下运行或转子卡死时,磁力传动器的主、从动部件会自动滑脱,保护机泵。此时磁力传动器上的永磁体在主动转子交变磁场的作用下,将产生涡损、磁损,造成永磁体温度升高,磁力传动器滑脱失效。
不锈钢磁力泵_不锈钢磁力泵 -磁力泵的优点
同使用机械密封或填料密封的离心泵相比较,磁力泵具有以下优点。
1.泵轴由动密封变成封闭式静密封,彻底避免了介质泄漏。
2.无需独立润滑和冷却水,降低了能耗。
3.由联轴器传动变成同步拖动,不存在接触和摩擦。功耗小、效率高,且具有阻尼减振作用,减少了电动机振动对泵的影响和泵发生气蚀振动时对电动机的影响。
4.过载时,内、外磁转子相对滑脱,对电机、泵有保护作用。
不锈钢磁力泵_不锈钢磁力泵 -磁力泵的注意事项
1.防止颗粒进入
(1)不允许有铁磁杂质、颗粒进入磁力传动器和轴承摩擦副。(2)输送易结晶或沉淀的介质后要及时冲洗(停泵后向泵腔内灌注清水,运转1min后排放干净),以保障滑动轴承的使用寿命。 (3)输送含有固体颗粒的介质时,应在泵流管入口处过滤。
2.防止退磁
(1)磁力矩不可设计得过小。(2)应在规定温度条件下运行,严禁介质温度超标。可在磁力泵隔离套外表面装设铂电阻温度传感器检测环隙区域的温升,以便温度超限时报警或停机。
3.防止干摩擦
(1)严禁空转。(2)严禁介质抽空。(3)在出口阀关闭的情况下,泵连续运转时间不得超过2min,以防磁力传动器过热而失效。 3.不可用在有压力的系统中
由于磁力泵泵腔中存在一定的间系及磁力泵内使用的是“静轴承”,由此该系列泵绝不可以使用在有压力的系统中,正压与负压均不可行。
(一)因磁力泵轴承的冷却和润滑是靠被输送的介质,所以绝对禁止空运转,同时避免在工作中途停电后再启动时所造成时空载运转。
(二)被输送介质中,若含有固体颗粒,泵入口要加过滤网:如含有铁磁质微粒,需加磁性过滤器。
(三)泵在使用中环境温度应小于40℃,电机温升不得超过75℃。
(四)被输送的介质及其温度应在泵材允许范围内。工程塑料泵的使用温度<60℃,金属泵的使用温度<100℃,输送吸入压力不大于0.2MPa,最大工作压力1.6MPa,密度不大于1600Kg/m3,粘度不大于30X10-6m2/S的不含硬颗粒和纤维的液体。
(五)对于输送液为易沉淀结晶的介质,使用后应及时清洗,排净泵内积液。
(六)磁力泵正常运行1000小时后,应拆检轴承和端面动环的磨损情况,并更换不宜再用的易损件。
不锈钢磁力泵_不锈钢磁力泵 -磁力泵常见故障问题分析
1.磁力泵因气蚀而导致的问题:泵产生气蚀的原因主要有泵入口管阻大、输送介质气相较多、灌泵不充分、泵入口能头不够等原因。气蚀对泵的危害最大,发生气蚀时泵剧烈振动,平衡严重破坏,将导致泵轴承、转子或叶轮损坏。这是磁力泵故障发生的常见原因。
2. 无介质或输送介质流量小:使转子主轴与稳定轴承干摩,烧碎轴承。磁力泵是由输送介质给滑动轴承提供润滑和冷却的,在没有开入口阀或出口阀的情况下,滑动轴承因无输送介质润滑和冷却而导致高温从而损坏。
4. 隔离套损坏:磁力泵的磁力联轴器是由泵所输送介质冷却的,如果介质中有硬质颗粒,很容易造成隔离套划伤或划穿,有时如果维护方法不当也有可能造成隔离套的损坏。
磁力泵的种类目前国内厂家的磁力泵大致可分为:不锈钢磁力泵、工程塑料磁力泵、氟塑料磁力泵、耐高温磁力泵、多级磁力泵等几大类。
不锈钢磁力泵运行注意事项:
1.防止颗粒进入
(1)不允许有铁磁杂质、颗粒进入磁力传动器和轴承摩擦副。
(2)输送易结晶或沉淀的介质后要及时冲洗(停泵后向泵腔内灌注清水,运转1min后排放干净),以保障滑动轴承的使用寿命。
(3)输送含有固体颗粒的介质时,应在泵流管入口处过滤。
2.防止退磁
(1)磁力矩不可设计得过小。
(2)应在规定温度条件下运行,严禁介质温度超标。可在磁力泵隔离套外表面装设铂电阻温度传感器检测环隙区域的温升,以便温度超限时报警或停机。
3.防止干摩擦
(1)严禁空转。
(2)严禁介质抽空。
(3)在出口阀关闭的情况下,泵连续运转时间不得超过2min,以防磁力传动器过热。
不锈钢磁力泵_不锈钢磁力泵 -不锈钢磁力泵的优点介绍
磁力泵是一种通过磁力传动器(磁力联轴器)来实现无接触力矩传递从而以静密封取代动密封,使泵达到完全无泄漏。由于泵轴、内磁转子被泵体、隔离套完全封闭,从而彻底解决了“跑、冒、滴、漏”问题,消除了炼油化工行业易燃、易爆、有毒、有害介质通过泵密封泄漏的安全隐患,有力地保证了职工的身心健康和安全生产。
同使用机械密封或填料密封的离心泵相比较,磁力泵具有以下优点:
1.泵轴由动密封变成封闭式静密封,彻底避免了介质泄漏。
2.无需独立润滑和冷却水,降低了能耗。
3.由联轴器传动变成同步拖动,不存在接触和摩擦。功耗小、效率高,且具有阻尼减振作用,减少了电动机振动对泵的影响和泵发生气蚀振动时对电动机的影响。
4.过载时,内、外磁转子相对滑脱,对电机、泵有保护作用。
当磁力传动器的从动部件在过载情况下运行或转子卡死时,磁力传动器的主、从动部件会自动滑脱,保护机泵。此时磁力传动器上的永磁体在主动转子交变磁场的作用下,将产生涡损、磁损,造成永磁体温度升高,磁力传动器滑脱失效。
故障形式产生原因排除方法
磁力泵不出水
1.水泵反转
2.进水管道漏气
3.泵腔蓄水不足
4.启动时联轴器打滑
5.吸程太高
6.阀门没有打开
1.改变电机接线
2.杜绝漏气
3.增加蓄水量
4.调正电压
5.降低泵安装位置
6.校正或更改阀门
磁力泵流量不足
1.吸入管径太小或淤塞
2.叶轮流道阻塞
3.扬程过高
4.转速不够
1.调换或清洗进水管
2.清洗叶轮
3.开大出水阀
4.恢复额定转速
磁力泵扬程过低
1.流量过大
2.转速太低
1.关小出水阀
2.恢复额定转速
磁力泵噪音太大
1.泵轴严重磨损
2.轴承严重磨损
3.外磁钢或内磁钢与隔离套接触
4.动静环磨损叶轮与泵体研磨
1.更换泵轴
2.更换轴承
3.拆除泵头重新组装
4.更换动静环
磁力泵漏液密封垫片损坏更换密封垫片