公差与配合是机械类专业技术基础课,它是将公差配合和计量学有机地结合在一起,从互换性角度出发,围绕误差与公差这两个概念来研究如何解决使用要求与制造要求的矛盾,而这一矛盾的解决是合理确定公差配合和采用适当的技术测量手段。
公差与配合_公差与配合 -互换性
1.定义
互换性是现代化生产的重要技术经济原则。在机械和仪器制造工业中,零、部件的互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配(如钳工修理)就能装在机器上,达到规定的性能要求。 为满足机械制造中零件所具有的互换性,要求生产零件尺寸应在允许的公差范围之内。这就必须对一种零件的形式、尺寸、精度、性能等规定一个统一的标准。同类产品还需按尺寸大小合理分档,以减少产品的系列,这就是产品标准化。
机械和制造业中的互换性,通常包括几何参数(如尺寸)和力学性能(如硬度、强度)的互换。
2.分类
按照互换范围的不同,可分为完全互换(绝对互换)和不完全互换(有限互换)。完全互换在机械制造中应用广泛。但是,在单件生产的机器中(特重型、特高精度的仪器),往往采用不完全互换。这是因为在这种情况下,完全互换将导致加工困难(甚至无法加工)或制造成本过高。为此,生产中往往把零、部件的精度适当降低,以便于制造。然后再根据实测尺寸的大小,将制成的相配零、部件各分成若干组。使每组内尺寸差别比较小。最后再把相应组的零、部件进行装配。这样既解决了零部件的加工困难,又保证了装配的精度要求。
教材
3.作用
(1)从使用方面看,如人们经常使用的自行车和手表的零件,生产中使用的各种设备的零件等,当它们损坏以后,修理人员很快就可以用同样规格的零件换上,恢复自行车、手表和设备的功能。而在某些情况下,互换性所起的作用还很难用价值来衡量。例如在战场上,要立即排除武器装备的故障,继续战斗,这时做主零、部件的互换性是绝对必要的。
(2)从制造方面来看,互换性是提高生产水平和进行文明生产的有力手段。装配时,不需辅助加工和修配,故能减轻装配工人的劳动强度,缩短装配周期,并且可使装配工人按流水作业方式进行工作,以致进行自动装配,从而大大提高街道效率。加工时,由于规定有公差,同一部机器上的各种零可以同时加工。用量大的标准件还可以由专门工厂单独生产。这样就可以采用高效率的专用设备,乃致采用计算机辅助加工。这样产量和质量必然会得到提高,成本也会显著降低。
(3)从设计方面看,由于采用互换原则设计和生产标准零碎、部件,可以简化绘图、计算等工作,缩短设计周期,并便于用计算机辅助设计。
公差与配合_公差与配合 -标准
1.定义国家标准GB3935.l-83标准化基本术语第一部分对标准作如下定义:“标准是对重复性事物和概念所做的统一规定。它以科学、技术和实践经验的综合成果为基础,经有关方面协商一致,由主管机构批准,以特定形式发布,作为共同遵守的准则和依据。”
2.基本内容
(l)标准的本质属性是一种"统一规定"。这种统一规定是作为有关各方"共同遵守的准则和依据"。根据中华人民共和国标准化法规定,我国标准分为强制性标准和推荐性标准两类。强制性标准必须严格执行,做到全国统一。推荐性标准国家鼓励企业自愿采用。但推荐性标准如经协商,并计入经济合同或企业向用户作出明示担保,有关各方则必须执行,做到统一。
(2)标准制定的对象是重复性事物和概念。这里讲的"重复性"指的是同一事物或概念反复多次出现的性质。例如批量生产的产品在生产过程中的重复投入,重复加工,重复检验等;同一类技术管理活动中反复出现同一概念的术语、符号、代号等被反复利用等等。只有当事物或概念具有重复出现的特性并处于相对稳定时才有制定标准的必要,使标准作为今后实践的依据,以最大限度地减少不必要的重复劳动,又能扩大"标准"重复利用范围。
(3)标准产生的客观基础是"科学、技术和实践经验的综合成果"。这就是说标准既是科学技术成果,又是实践经验的总结,并且这些成果和经验都是经过分析、比较、综合和验证基础上,加之规范化,只有这样制定出来的标准才能具有科学性。
(4)制定标准过程要经有关方面协商一致,就是制定标准要发扬技术民主,与有关方面协商一致,做到"三稿定标"即征求意见稿一送审稿一报批稿。如制定产品标准不仅要有生产部门参加,还应当有用户、科研、检验等部门参加共同讨论研究,"协商一致,"这样制定出来的标准才具有权威性、科学性和适用性。
(5)标准文件有其自己一套特定格式和制定颁布的程序。标准的编写、印刷、幅面格式和编号、发布的统一,既可保证标准的质量,又便于资料管理,体现了标准文件的严肃性。所以,标准必须"由主管机构批准,以特定形式发布"。标准从制定到批准发布的一整套工作程序和审批制度,是使标准本身具有法规特性的表现。
3.标准化
标准是科学、技术和实践经验的总结。为在一定的范围内获得最佳秩序,对实际的或潜在的问题制定共同的和重复使用的规则的活动,即制定、发布及实施标准的过程,称为标准化。开通过标准及标准化工作,以及相关技术政策的实施,可以整合和引导社会资源,激活科技要素,推动自主创新与开放创新,加速技术积累、科技进步、成果推广、创新扩散、产业升级以及经济、社会、环境的全面、协调、可持续发展。
4.分类
(1)按使用范围划分有国际标准、区域标准、国家标准、专业标准、企业标准;按内容划分有基础标准(一般包括名词术语、符号、代号、机械制图、公差与配合等)、产品标准、辅助产品标准(工具、模具、量具、夹具等)、原材料标准、方法标准(包括工艺要求、过程、要素、工艺说明等);
(2)按成熟程度划分有法定标准、推荐标准、试行标准、标准草案。标准的制定,国际标准由国际标准化组织(ISO)理事会审查,ISO理事会接纳国际标准并由中央秘书处颁布;国家标准在中国由国务院标准化行政主管部门制定,行业标准由国务院有关行政主管部门制定,企业生产的产品没有国家标准和行业标准的,应当制定企业标准,作为组织生产的依据,并报有关部门备案。法律对标准的制定另有规定,依照法律的规定执行。制定标准应当有利于合理利用国家资源,推广科学技术成果,提高经济效益,保障安全和人民身体健康,保护消费者的利益,保护环境,有利于产品的通用互换及标准的协调配套等。
公差与配合_公差与配合 -孔和轴
孔和轴是广义的,孔是包容面,内部无材料。孔包括圆柱形的内表面,也包括非圆柱形的内表面(由两平行平面或切面形成的包容面);轴是被包容面,外部无材料。轴包括圆柱形的外表面,也包括非圆柱形的外表面。公差与配合_公差与配合 -尺寸术语
尺寸:由设计者给定,由数字和长度单位(一般为mm)组成。基本尺寸:孔为D,轴为d,当孔和轴配合时,D=d
实际尺寸:孔Da,轴da,通过测量得到,存在测量误差,非真值。
局部实际尺寸:不同部位的实际尺寸各不相同。
极限尺寸:孔Dmax,Dmin,轴dmax,dmin
最大实体极限(MML):孔Dmin,轴dmax
最小实体极限(LML):孔Dmax,轴dmin
公差与配合_公差与配合 -公差和偏差术语
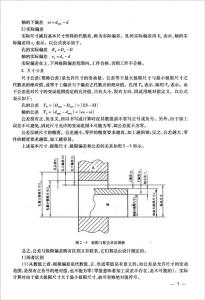
偏差是某一尺寸减其基本尺寸所得的代数差。极限偏差指上偏差(ES,es)和下偏差(EI,ei)。
孔的上下偏差:ES= Dmax