垂直提升机,起到自动给料及提升,链斗提升机主要用于颗粒状散装物料的提升输送。比如薯片,花生,糖果,干果,冷冻食品,蔬菜,化学药品等颗粒状或块状物品。提升机料斗由食品级聚丙烯(PP)材料铸模而成,外型美观,不易变形,能耐高低温。链斗提升机可以同其它配套设备组成连续或间歇式自动化称重、包装生产线,而且维护简单、拆装容易、清洗方便。非标型尺寸可根据客户要求定做。机架材质有 #201、#304不锈钢、碳钢。 SC系列垂直振动提升机是一种新型的垂直振动输送设备,本机对一切颗粒状、块状、粉状的固体物料(粘度不大)都可以输送。广泛应用于矿山、冶金、机械、建材、化工、橡胶、医药、电力、粮食、食品等行业的块状、粉状和短纤维状固体物料的提升,SC型振动输送机在向上提升物料的同时,还可以完成对物料的干燥和冷却。分开槽式、封闭式两种结构,并可根据不同的工艺要求,设计物料颗粒分级作用的筛选提升机及设计易燃易爆物料的提升机。
SC系列垂直振动提升机产品概述:SC系列垂直振动输送机主要特点:
1.产品占地面积小,便于工艺布置。
2.物料可向上输送,亦可向下输送。
3.噪音低,结构简单,安装、维修便利。
4.结构简单合理、能耗小,节约电能,料槽磨损小。
SC系列垂直振动提升机机工作原理:
SC系列垂直振动提升机的驱动装置振动电机安装在输送塔下部,两台振动电机对称交叉安装,输送塔由管体和焊接在管体周围的螺旋输送槽组成,输送塔座于减振装置上,减振装置由底座和隔振弹簧组成。当垂直输送机工作时,根据双振动电机自同步原理,由振动电机产生激振力,强迫整个输送塔体作水平圆运动和向上垂直运动的空间复合振动,螺旋槽内的物料则受输送槽的作用,作匀速抛掷圆运动,沿输送槽体向上运动,从而完成物料的向上(或向下)输送作业。
SC系列垂直振动提升机型号说明:
S C-o
┬ ┬ ┬
│ │ │
│ │ │
│ │ │
│ │ └───────── 输送高度(mm)
│ └───────────-垂直输送
└─────────────振动电机
1.基本型(SC--0),为敞开输送槽结构,用于一股物料无特殊要求的向上(或向下)输送作业。
2.封闭型(SC--0F)为封闭输送槽结构,用于对物料有防尘要求的场合向上(或向下)输送作业。
SC系列垂直振动提升机电源控制:
SC系列垂直振动输提升机配套GK型反接制动控制箱。用于使输送机在停机时,快速通过共振区,防止机器经过共振区时产生较大的振幅,同时具有对电机过流、过载、断相等保护功能。
垂直提升机
在输送过程中大量出现机垂直升降的需求,我们设计了大量的提升方式以适应不同的需
求,节约有限空间使效率最大化。
螺旋提升机: 主要应用于产品的冷凝烘干等领域
斗式提升机: 主要应用于颗粒物的输送可通过信号识别来控制机器的自动停启
往复式提升机:主要应用于箱式元件的提升
斗式提升机:适用于低处往高处提升,供应物料通过振动台投入料斗后机器自动连续运转向上运送。为配套立式包装机,电脑计量机设计,适用于食品、医药、化学工业品、螺丝、螺帽等产品。根据传送物料的性质不同,可以选用金属、不锈钢、ABS塑料等不同材质制造。根据传送量可调节传送速度,并随需选择提升高度。
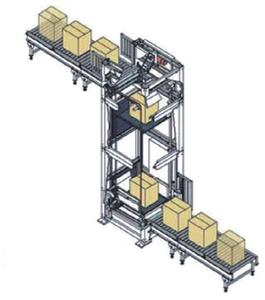
垂直提升机:主要应用于箱式元件的提升输送,按照进料口出料口的方向分为Z型垂直提升机和C型垂直提升机两种。
【特点】
1. 垂直提升机工作时搁板的回程不占用工作节拍,输送效率高,且不受输送高速的影响。
2. 只能输送件货,且物料有最小尺寸的限制。
3. 承载范围大,最大可达2000Kg。
4. 与出入口输送设备配套使用,使输送过程实现完全自动化,避免了人工操作带来的不稳定性。
5. 结构紧凑,占地面积小。
6. 安全可靠,易于维护,运行费用低廉,有效降低输送成本。
【规格】
Z 型垂直提升机 C 型垂直提升机
升降速度 >1000mm >1500mm
升降速度 <40m/min <30m/min
输送节拍 <30件/min <10件/min
最大载荷 <2000Kg <500Kg
物料种类 包装箱、托板等 包装箱、托盘等
标准宽度 400 600 900 1200mm 400 600 900 1200mm
垂直提升机,Z型垂直提升机,C型垂直提升机,提升机,提升输送机
夹持提升机适用于固定状态物体的从上至下或者从下往上的提升输送,在输送过程当中充分的利用空间,使之与生产中的其他设备联动,实现生产线的连续不断生产。
特点:● 夹瓶提升机可节省输送空间,提高厂房的使用率。
● 实现输送的连续性,输送效率高,且不受输送高速影响
● 输送货物不宜太大和太重。
● 最适宜输送瓶类和罐类物品的连续清洗。
● 与出入口输送设备配套使用,使输送过程实现完全自动化。
● 结构简单,运行可靠,易于维护。
垂直提升机_垂直提升机 -安装工艺
1.垂直斗式提升机上部安装
垂直斗式提升机上部的组成:斗式提升机上部由驱动装置(电动机、减速机及底座)、联轴器、上胶带轮和支架组成。
垂直斗式提升机上部的安装工艺
设备开箱验收合格后,将设备从设备堆放场用叉车或汽车运至设备所处建筑物附近地面,若设备位置是一层,则直接用叉车或汽车运至设备基础旁。若设备基础位置较高,则采用吊车吊装,吊车型号选择应参考设备所处位置的高度,吊装位置所处的回转半径,设备重量。若设备超重,位置超高,则另行编制吊装方案。
设备基础复查合格后,用两个手动运输车或卷扬机加滚杠将垂直斗式提升机的驱动装置(电动机、减速机及底座)、联轴器、上胶带轮和支架平移至设备基础旁,然后用导链提升就位。
驱动装置及上胶带轮支架就位找正:按照基础上的十字中心线分别对驱动装置和上胶带轮支架进行找正,驱动装置的找正点为:驱动装置底座上表面、电动机与减速机之间的联轴节(或电动机的输出轴头)和减速机的输出轴头;上胶带轮支架的找正点为:上胶带轮支架底座上表面和支架两胶带轮轴承座端面。找正方法用框式水平仪测量,采用斜垫铁调整,两组垫铁之间间距L应小于500mm,且垫铁放置应对称。垫铁规格和尺寸应满足GB50231―98《机械设备安装工程施工及验收通用规范》附录五中规定。
驱动装置及上胶带轮支架灌浆:一次找正合格后用细石混凝土进行一次灌浆,待混凝土的强度达到75%时,可进行二次灌浆。注意以下事项:
(1)地脚螺栓孔尺寸符合要求;
(2)地脚螺栓孔内应干净,无杂物;
(3)地脚螺栓应垂直,地脚螺栓伸出螺母2―3螺距。
2.垂直斗式提升机下部安装
垂直斗式提升机下部的组成:垂直斗式提升机下部由下胶带轮和下部底座组成。
中间导向轮安装
按照垂直斗式提升机中间导向轮安装图进行安装,用吊线方法测量中间导向轮中心轴线的偏差。
安装中间导向轮应注意以下事项:
所有中间导向轮的中心轴线应相互平行且与垂直斗式提升机上下胶轮的中心轴线在同一铅垂面上,允许偏差为±2mm。
所有中间导向轮的外轮廓线应在同一铅垂面上,允许偏差为±2mm。
3.垂直斗式提升机外壳安装
结构组成:垂直斗式提升机外壳是由许多段长方体用法兰螺栓连接、中间加密封垫片而成。
安装工序
垂直斗式提升机上下胶带轮安装后,根据垂直斗式提升机胶带具体特点,分段组装垂直斗式提升机外壳。为了便于安装胶带和料斗,一般预留靠近垂直斗式提升机下部胶带轮的一段垂直斗式提升机外壳、垂直斗式提升机中部的一段外壳和垂直斗式提升机上部卸料口顶盖。用吊线方法测量垂直斗式提升机外壳的不直度。
提机外壳的中间支撑装置的安装:由于垂直斗式提升机外壳较长并有一定的自重,安装时必须有一些中间支撑装置支撑垂直斗式提升机外壳。根据中间支撑装置安装图及安装要求进行安装。
垂直斗式提升机外壳注意事项:
(1)垂直斗式提升机外壳段与段之间的连接处应有垫片进行密封,不能强行连接。
(2)垂直斗式提升机外壳不直度应≤H/1000,且≤6mm。
4.胶带及料斗的安装
胶带的连接:胶带的连接方法有螺栓连接法和胶合法,其连接应符合下列要求:
(1)橡胶布带的两端应按相应的帘子布层切削成阶梯形状,接头长度宜为宽度的1―2倍;
(2)胶合剂的材质与胶带的材质应具有相同的弹性;
(3)接头应牢固,接头处增加的厚度,不应超过胶带厚度的5%;
(4)胶带胶合剂的硫化温度和硫化时间及常温胶接,应符合设备技术文件及胶合剂的要求;
(5)胶带采用螺栓或胶合接头时,应顺着胶带运转方向搭接;
(6)胶带需要预拉,预拉力宜为工作拉力的1.5―2倍,预拉持续时间为24小时。
(7)料斗的安装:按照垂直斗式提升机生产厂家安装图及其说明书要求进行安装料斗。安装料斗时需要注意以下事项:
严格按照垂直斗式提升机生产厂家安装图及其说明书要求进行安装,不得随意更改料斗的位置和数量;
接头处的料斗安装:搭接长度应跨3个料斗,其连接螺栓轴线与胶带端部的距离不应小于50mm。