选粉机,在新型干法水泥生产线中的煤磨、生料中卸烘干磨及水泥磨系统得到广泛应用。可分为三分离选粉机、离心式选粉机、旋风式选粉机三大类。
选粉机_选粉机 -选粉机分类
选粉机有很多的类型,不同的类型适合的物料也不同,不同的型号也根据客户对物料细度的要求来制作。一般常见的选粉机有旋风式旋风式选粉机,三分离选粉机,离心式选粉机,煤磨专用选粉机,钙粉专用选粉机等。后来还发展出来了很多高效选粉机,高效三分离选粉机,他们是在原有的基础上改进不足,提高产量的新生代品种。
选粉机_选粉机 -旋风式选粉机介绍
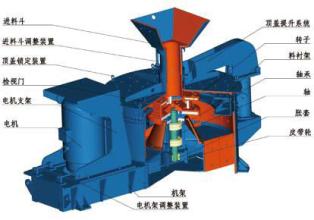
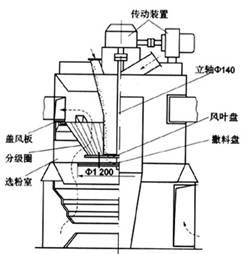
旋风式选粉机通过调速电机并经二级减速带动转盘上的60片叶片旋转,形成对粉子的分级作用。叶片转速的快慢是按成品粉子料度大小进行调节。当如要获得较细粒度粉子时,就必须提高叶片转速,使叶片与粉子接触增加,使不合要求的粉子被叶片抛向外壁与气流脱离,粗粉子因自重力的作用落入磨室进行重磨,合格的成品粉子被叶片随气流吸入大旋风收集器内,气流与粉子被分离后,粉子被收集。选粉机_选粉机 -三分离选粉机介绍
三分离选粉机突破常规闭路粉磨系统“粗、细粉”二分离理论,将物料“一分为三”,即粗粉、中粗粉和细粉,该产品系统配置简单、成本低谦,能大幅度提高磨机产量。其内部结构合理,选粉效果显著,是实施水泥新标准后提高粉磨系统产品质量的首选产品。选粉机_选粉机 -离心式选粉机介绍
离心式选粉机是第一代风力分级机。经过改造离心式选粉机解决前代离心式选粉机循环负荷高的问题,不仅能提高磨机产量、降低成本,还能提高产品质量。选粉机_选粉机 -选粉机的产品性能特点
(1)属静态分级打散设备,无运动部件,工作可靠稳定,利于辊压机的平稳运行,提高系统产量;(2)结构简单,耐磨部件使用寿命长;
(3)使用风量小,压差损失小;
(4)成品细度可以通过调节风速来控制,调节方便可靠;
(5)具有烘干功能。
选粉机_选粉机 -选粉机技术参数:
规格型号喂料量(t/h)风量(m3/min)产量(t/h)比表面积(c/g)电动机功率(kw)N-1000180100036-603100-330075N-1500270150055-903100-330090N-2000400200072-1203100-3500132N-25004502500135-1503300-3600132N-300040030001103300-3600160N-35005253500126-2103400-3600200N-4000400-6504000190-2203100-3500200N-45008104500162-2703100-3300280选粉机_选粉机 - 选粉机常见故障与排除
1:齿轮箱发热或“冒烟”。
发生原因:齿轮箱缺油,润滑不良,油质不良。超载使用。传动体本身故障。
排除方法:改进润滑加油或换油。控制负荷或改进传动设计。按“烧油”、“胶合”、“热塑变形”等具体分析对症处理
2:齿轮箱发生振动和噪音。
发生原因:牙齿接触面不良。侧隙有合适,轴向有窜动。锥齿轮精度超差。
排除方法:调整接触面。调整侧隙,消除窜动。更换锥齿轮。
3:锥齿轮齿根裂纹或断折。
发生原因:牙齿接触面不良。侧隙有合适,轴向有窜动。锥齿轮精度超差。
排除方法:调整接触面。调整侧隙,消除窜动。更换锥齿轮。
4:齿轮热塑性变形和胶合。
发生原因:润滑不良,少油、无油。高速超载使用。
排除方法:清洗油箱,换油加油。控制速度,控制负荷或改进设计
5:齿轮严重点蚀和剥落。
发生原因:轴承间隙过大,轴承磨损严重。材质或热处理不良。超载使用。
排除方法:修理或更换轴承。改进材质,改进热处理。控制负荷。
6:齿轮磨损严重。
发生原因:防护密封不良。油质不良,油中有杂质。材质不良。
排除方法:加强防护密封。清洗换油。选用耐磨材质。
7:滚动轴承发热响声异常。
发生原因:润滑不良,缺油磨损严重。横轴端法兰螺栓松脱滑牙。配合松动,游隙增大。上部调整螺母丝扣滑牙
排除方法:及时加油,短时加大油量。重新攻丝改大螺栓。拆换修理。处理轴头,重新车丝,换螺帽。
8:选粉机叶片打坏或掉落机体摆动。
发生原因:叶片质量不好,重量不一致。叶片固定螺栓松动。安装不正,产生向上或向下偏斜。
排除方法:更换叶片,称重均匀安装。检查螺栓,加垫圈拧紧螺栓。调整安装位置。
9:选粉机电流突然增大
发生原因:下部或上部滚动轴承烧坏。涨圈变形,断脱卡死。喂料中混入大块杂物塞死撒料盘上部出口。立轴下端大螺帽松动,撒料盘毂下降。
排除方法:检查更换轴承。检查更换涨圈。清除杂物。拧紧大螺帽。
常见故障:风机轴承座振动。
10:风机与电机两轴不同心。
发生原因:叶轮不平衡。风机进出口风门不在正确位置。基础刚度不够牢固。地脚螺栓松动。风机叶轮积灰。
排除方法:找正使两轴同心。校正平衡。调节好风门位置。加强基础,增加刚度。检查拧紧螺栓。停机后打开检修门清灰。