管制图指用来判断流程是否稳定,有无机会或特殊变异原因的统计分析管理工具,主要是借由实际品质特性与根据过去经验的管制界限来作比较,按时间先后顺序来判别产品品质是否安定的一种图形,并研究其变异来源以监视、控制和改善流程。管制图也叫控制图,按照分布分为正态分布、用于计量值,二项分布、用于计件值,泊松分布、用于计点值。SPC管制图是由三条管制界限,即中心线,上管制界限及下管制界限组成的图形,并将生产过程中所获得的统计量绘入图中,以判定其为管制中抑管制外,如果其状况是属于管制中时,显示生产过程的变异行为掌握在我们的预知中,继续生产.但若其状况是属于管制外,则显示其变异情况已超出我们的控制外,必须控讨其发生的原因,采取对策以矫正之。
管制图_管制图 -简介
SPC管制图是极具有功效的管制工具之一,用以侦测品质变异的原因,然后采取对策以消除其原因,使生产过程恢复正常。
SPC管制图是由三条管制界限,即中心线,上管制界限及下管制界限组成的图形,并将生产过程中所获得的统计量绘入图中,以判定其为管制中抑管制外,如果其状况是属于管制中时,显示生产过程的变异行为掌握在我们的预知中,继续生产.但若其状况是属于管制外,则显示其变异情况已超出我们的控制外,必须控讨其发生的原因,采取对策以矫正之。
定义
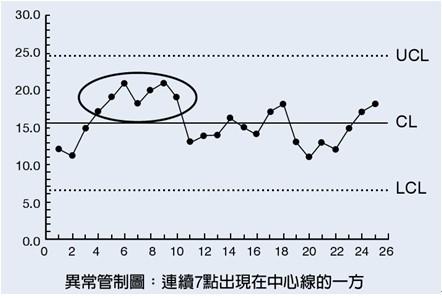
控制图是用于分析和控制过程质量的一种方法。控制图是一种带有控制界限的反映过程质量的记录图形,图的纵轴代表产品质量特性值(或由质量特性值获得的某种统计量);横轴代表按时间顺序(自左至右)抽取的各个样本号;图内有中心线(记为CL)、上控制界限(记为UCL)和下控制界限(记为LCL)三条线。
目的
控制图和一般的统计图不同,因其不仅能将数值以曲线表示出来,以观其变异之趋势,且能显示变异属于偶然性或非偶然性,以指示某种现象是否正常,而采取适当的措施。
基本特性
一般控制图纵轴均设定为产品的质量特性,而以过程变化的数据为刻度;横轴则为检测产品的群体代码或编号或年月日等,以时间别或制造先后别,依顺序点绘在图上。
在管制图上有三条笔直的横线,中间的一条为中心线(Central Line,CL),一般用蓝色的实线绘制;在上方的一条称为控制上限(Upper Control Limit,UCL);在下方的称为控制下限(Lower Control Limit,LCL)。对上、下控制界限的绘制,则一般均用红色的虚线表现,以表示可接受的变异范围;至于实际产品质量特性的点连线条则大都用黑色实线绘制。
原理
工序处于稳定状态下,其计量值的分布大致符合正态分布。由正态分布的性质可知:质量数据出现在平均值的正负三个标准偏差(X?3?)之外的概率仅为0.27%。这是一个很小的概率,根据概率论 “视小概率事件为实际上不可能” 的原理,可以认为:出现在X?3?区间外的事件是异常波动,它的发生是由于异常原因使其总体的分布偏离了正常位置。
控制限的宽度就是根据这一原理定为?3?。
分类
管制图也叫控制图,按照分布分为正态分布、用于计量值,二项分布、用于计件值,泊松分布、用于计点值。
表一,分为计量及计数两类,计量管制图可以显现制程上的异常问题,而计数管制图则用于管制整体品质状况好坏。除此之外,可以应用「直方图」了解资料分布情形,或「柏拉图」整理各类主要报废或缺点原因。
认识品质管制图
常用管制图类别管制图说明
计量值 X Bar