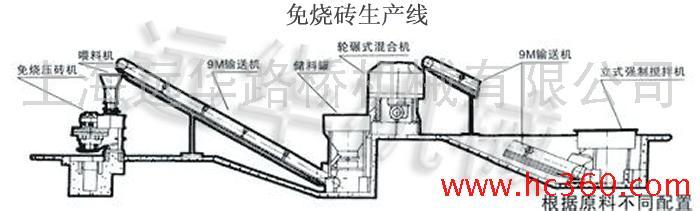
免烧砖生产线 一种可以不用传统方法进行烧制成品砖的技术
免烧砖生产线说明
免烧砖生产线说明:
SQ160-8 型免烧砖生产线广泛适用于利用各种工业废渣、矿尾渣(如:粉煤灰、炉渣、河沙、石屑、石粉)等为主要原料制砖,无需烧结,自然养护、常温蒸养均可,成品砖达到建材行业砖标准。是废渣综合治理利用,消除环境污染,节约土地资源,一般城乡劳动力就业,发家致富的理想设备。本厂负责现场指导安装调试,用户接通外线电源,即可制砖。现场培训人员,包教包会。
免烧砖生产线包括:
输送机、 SQ1830 辗轮搅拌混料机、喂料机、 SQ160-8八孔盘转式压砖机、电控箱等。
特点:结构紧凑,占地面积少。
免烧砖机说明:
SQ160-8 型八孔盘转式压砖机,是 SQ160-8 型免烧砖生产线的主机,通过该机将搅拌混制好的原料挤压成型。
本设备适用于粉煤灰、煤渣、河砂、硅渣、矿渣、石硝等为主要原材料的免烧砖,水泥自养砖和蒸养砖的成型设备,具有环保节能、投资少等特点。
发展这种环保、节能砖是实心砖厂技术发行和调整产品结构的首选产品。
混料机说明:
SQ1830 型辗轮搅拌混料机是专为免烧砖、空心砌块生产线配套设备,该机具有辗压、搓揉、刮板搅拌之功能。混料均匀,功率高,适用于粉煤灰、河沙、矿粉以及粉碎后的废旧砖瓦和颗粒较小的各种矿尾渣、各种添加剂的混制。该机质量可靠,适用性广,生产配套近二十年来,深受广大用户欢迎和信赖
技术规格:
盘径
1830mm
加料量
500kg
生产率(注)
5-7t/h
主轴转速
36.1r/min
主电机功率
15kw
电动推杆功率
1.1kw
注:生产率以测定混制河砂为标准,混料时间为 6 分钟,加料量为 600 千克。混制粉煤灰等其他物料按河沙标准换算。加气混凝土设备安装调试
1、加气混凝土砌块原料储存和供料 原材料均由汽车运入厂内,粉煤灰(或砂、石粉)在原材料场集中,使用时用装运入料斗。
袋装水泥或散装水泥在水泥库内储存。使用时用装运入料斗。化学品、铝粉等分别放在化学品库、铝粉库,使用时分别装运至生产车间。 2、加气混凝土砌块原材料处理 粉煤灰(或砂、石粉)经电磁振动给料机、胶带输送机送入球磨机,磨细后的粉煤灰(或砂、石粉)用粉煤灰泵分别送至料浆罐储存。 石灰经电磁振动给料机、胶带输送机送入颚式破碎机进行破碎,破碎后的石灰经斗式提升机送入石灰储仓,然后经螺旋输送机送入球磨机,磨细后的物料经螺旋输送机、斗式提升机送入粉料配料仓中。 化学品按一定比例经人工计量后,制成一定浓度的溶液,送入储罐内储存。 铝粉由铝粉库运至生产车间,用电葫芦提升到配料楼二楼倒入搅拌机中定量加水,搅拌成铝粉悬浮液 3、加气块配料、搅拌、浇注 石灰、水泥由粉料配料仓下的螺旋输送机依次送到自动计量秤累积计量,秤下有螺旋输送机可将物料均匀加入浇注搅拌机内。 粉煤灰(或砂、石粉)和废浆放入计量缸计量,在各种物料计量后模具已就位的情况下,即可进行料浆搅拌,料浆在浇注前应达到工艺要求(约45℃),如温度不够,可在料浆计量罐通蒸汽加热,在物料浇注前0.5~1分钟加入铝粉悬浮液。 4、加气块初养和切割 浇注后模具用输送链推入初养室进行发气初凝,室温为50~70℃,初养时间为1.5-2小时(根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。 切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅袢机中,加水制成废料浆,待配料时使用。
5、加气块蒸压及成品 坯体在釜前停车线上编组完成后,打开要出釜的蒸压釜釜门,先用卷扬机拉出釜内的成品釜车,然后再将准备蒸压的釜车用卷扬机拉入蒸压釜进行养护。釜车上的制成品用桥式起重机吊到成品库,然后用叉式装卸车运到成品堆场,空釜车及釜底板吊回至回车线上,清理后用卷扬机拉回码架处进行下一次循环.
加气混凝土砌块设备生产出的加气混凝土砌块具有容重轻、保温性能高、吸音效果好,有一定的强度和可加工等优点,且生产原料丰富,特别是使用粉煤灰为原料,即能综合利用工业废渣、治理环境污染、不破坏耕地,又能创造良好的社会效益和经济效益,是一种替代传统实心粘土砖理相的墙体材料,多年来受到国家墙改政策、税收政策和环保政策的大力,加气混凝土制品已成为新型建筑材料的一个重要组成部分,具有广阔的市场发展前景。