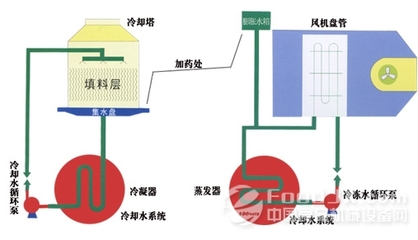
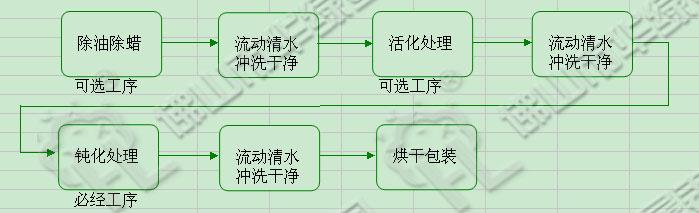
化学清洗中最后一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。如锅炉经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。在自动控制领域,还有一种专用名称“通道钝化”。在故障安全系统(F-SYSTEM)中如果 -> F-I/O 检测到故障,则将受影响的通道或所有通道切换至 -> 安全状态,即该 F-I/O的通道被钝化。
钝化处理_钝化处理 -技术原理
金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显着下降的现象称金属的钝化。其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、复盖性能良好的、能坚固地附在金属表面上的钝化膜。这层膜成独立相存在,通常是氧和金属的化合物。它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果
钝化处理是化学清洗中最后一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。如锅炉经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。
钝化处理_钝化处理 -主要用途
对不锈钢全面酸洗钝化处理,清除各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。
钝化处理_钝化处理 -基本特点
操作简单,使用方便、经济实用,同时添加了高效缓蚀剂、抑雾剂,防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。特别适用于小型复杂工件,不适合涂膏的情况,优于市场同类产品。
钝化处理_钝化处理 -操作方法
根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全清除,成均匀银白色,形成均匀致密的钝化处理膜为止,处理完成后取出,用清水冲洗干净,最好再用碱水或石灰水冲洗中和。
钝化处理:用铬酸盐溶液与金属作用在其表面生成三价或六价铬化层的过程,称为钝化,亦名铬化。多用于铝、镁及其合金的处理,对钢铁也能形成铬化层,但很少单独使用,常和磷化配套使用,以封闭磷化层的孔隙,使磷化层中裸露的钢铁钝化,以抑制残余磷化加速剂的腐蚀作用,进一步增加防护能力。钝化时一般用重铬酸钾溶液(2~4克/升,有时也加入1~2克磷酸),在80-90摄氏度浸啧2-3分钟取出,水洗即可
在蚀刻不锈钢工艺中,我们常常遇着产品发黄,这里我们需要钝化工艺来处理。
1)一次钝化液的成分及工作条件
组成及条件 彩色钝化 钝化后要漂白 组成用条件 彩色钝化 钝化后要漂白
液及温度 的浓度及温度 液及温度 的浓度及温度
铬酸 250~300G/l 200~250G/l 硫酸 10~20ML/L 24~30ML/L
30~40ML/L 15~20ML/L 温度 30~40度 室温
2)二次印化溶液的组成及工作条件:氨三乙酸-氯化铵锌如果采用二次钝化工艺,钝化膜色泽均匀,五彩鲜艳,膜层细致,膜与镀锌层结合力好,防腐蚀性也比一次钝化好。
二次钝化液组成及条件 甲槽 乙槽
铬酐质量浓度/g.l-1 170~200 40~50
硫酸体积分数/ML。L-1 6~7 2
硝酸体积分数/ML。L-1 7~8 5~6
硫酸亚铁质量浓度/G。L-1 8~10 6~7
锌粉质量浓度/G。L-1 1~2 6~8
温度 室温 室温
时间/S 20~40 20~30
经甲槽钝化后不经过清洗,直接投入乙槽,乙槽钝化液有时还冲淡使用。
钝化处理_钝化处理 -注意事项
预处理
酸洗钝化的前处理不锈钢工件酸洗钝化前如有表面污物等,应通过机械清洗,然后除油脱脂。如果酸洗液与钝化液不能去
除油脂,表面存在油脂会影响酸洗钝化的质量,为此除油脱脂不能省略,可以采用碱液、乳化剂、有机溶剂与蒸汽等进行。
酸洗控制
酸洗液及冲洗水中Cl-的控制
某些不锈钢酸洗液或酸洗膏采用加入盐酸、高氯酸,三氯化铁与氯化钠等含氯离子的侵蚀介质作为主剂或助剂去除表面氧化层,除油脂用三氯乙烯等含氯有机溶剂,从防止应力腐蚀破裂来说是不太适宜的。此外,对初步冲洗用水可采用工业水,但对最终清洗用水要求严格控制卤化物含量。通常采用去离子水。如石化奥氏体不锈钢压力容器进行水压试验用水,控制Cl-含量不超过25mg/L,如无法达到这一要求,在水中可加入硝酸钠处理,使其达到要求,Cl-含量超标,会破坏不锈钢的钝化膜,是点蚀、缝隙腐蚀、应力腐蚀破裂等的根源。
酸洗钝化操作中的工艺控制
硝酸溶液单独用于清除游离铁和其它金属污物是有效的,但对清除氧化铁皮,厚的腐蚀产物,回火膜等无效,一般应采用HNO3+HF溶液,为了方便与操作安全,可用氟化物代替HF。单独HNO3溶液可不加缓蚀剂,但HNO3+HF酸洗时,需要加Lan-826。使用HNO3+HF酸洗,为防止腐蚀,浓度应保持5:1的比例。温度应低于49℃,如过高,HF会挥发。
对钝化液,HNO3应控制在20%―50%之间,根据电化学测试,HNO3浓度小于20%处理的钝化膜质量不稳定,易产生点蚀,但HNO3浓度也不宜大于50%,要防止过钝化。
用一步法处理除油酸洗钝化,虽然操作简便,节省工时,但该酸洗钝化液(膏)中会有侵蚀性HF,因此其最终保护膜质量不如多步法。
酸洗过程中允许在一定范围内调整酸的浓度、温度与接触时间。随着酸洗液使用时间的增长,必须注意酸浓度和金属离子浓度的变化,应注意避免过酸洗,钛离子浓度应小于2%,否则会导致严重的点蚀。一般来说,提高酸洗温度会加速与改善清洗作用,但也可能增加表面污染或损坏的危险。
不锈钢敏化条件下酸洗的控制
某些不锈钢由于不良热处理或焊接造成敏化,采用HNO&HF酸洗可能会产生晶间腐蚀,由晶间腐蚀引起的裂缝在运行时,或清洗时,或随后加工中,能够浓缩卤化物,而引起应力腐蚀。这些敏化不锈钢一般不宜用HNO3+HF溶液除鳞或酸洗。在焊后如必须进行这种酸洗,应采用超低碳或稳定化的不锈钢。
不锈钢与碳钢组合件的酸洗
对不锈钢与碳钢组合件(如换热器中不锈钢管子、管板与碳钢壳体),酸洗钝化若采用HNO3或 HNO3+HF会严重腐蚀碳钢,这时应添加合适的缓蚀剂如Lan-826。当不锈钢与碳钢组合件在敏化状态下,不能用HNO3+HF酸洗时,可采用羟基乙酸(2%)+甲酸(2%)+缓蚀剂,温度93℃,时间6h或EDTA铵基中性溶液+缓蚀剂,温度:121℃,时间:6h,随后用热水冲洗并浸入10mg/L氢氧化铵+100mg/L联氨中。
后处理
不锈钢工件经酸洗和水冲洗后,可用含10%(质量分数)NaOH+4%(质量分数)KMnO4的碱1生高锰酸盐溶液在71~82℃中浸泡5~60min,以去除酸洗残渣,然后用水彻底冲洗,并进行干燥。不锈钢表面经酸洗钝化后出现花斑或污斑,可用新鲜钝化液或较高浓度的硝酸擦洗而消除。最终酸洗钝化的不锈钢设备或部件应注意保护,可用聚乙烯薄膜复盖或包扎,避免异金属与非金属接触。
对酸性与钝化废液的处理,应符合国家环保排放规定。如对含氟废水可加石灰乳或氯化钙处理。钝化液尽可能不用重铬酸盐,如有含铬废水,可加硫酸亚铁还原处理。
酸洗可能引起马氏体不锈钢氢脆,如需要可通过热处理去氧(加热至200℃保温一段时间)。
钝化处理_钝化处理 -检验方法
不锈钢酸洗钝化质量检验
由于化学检验会破坏产品的钝化膜,通常在样板上进行检验。方法举例如下:
(1)硫酸铜滴定检验
用8g CuS04+500mL H20+2~3mLH2SO4溶液滴入样板表面,保持湿态,如6min内不出现铜的析出为合格。
(2)高铁氰化钾滴定检验
用2mL HCl+1mL H2SO4+1g K3Fe(CN)6+97mL H20溶液滴在样板表面,通过生成蓝色斑点的多少及出现时间的长短来鉴定钝化膜质量的好坏。