利用砂轮作为磨具加工圆柱齿轮或某些齿轮(斜齿轮,锥齿轮等)加工刀具齿面的齿轮加工机床。主要用于消除热处理后的变形和提高齿轮精度,磨削后齿的精度可达 6~3级(JB179-83)或更高。磨齿机的工作原理分成形法和展成法(见齿轮加工)两类。工件通过蜗轮、丝杠和交换齿轮完成展成和分度运动,但也有用滚圆盘和钢带作展成运动,利用蜗轮副或分度盘作分度运动的 (见彩图)。砂轮和工件都不作工件轴向往复运动,磨出一侧齿面后利用分度盘分齿,依次磨出所有齿面。

磨齿机_磨齿机 -工作原理
磨齿机的工作原理分成形法和展成法(见齿轮加工)两类。
成形法
按成形法加工的成形砂轮磨齿机的砂轮由成形砂轮修整器在轴向剖面内修成齿形,砂轮架可作垂直方向进给。被磨齿轮由分度架和尾座支承,通过工作台作纵向往复运动以磨出齿面,每磨一齿后进行分度。在磨斜齿轮的机床上,砂轮可按工件螺旋角转一角度,工件能在往复运动的同时得到附加转动。如机床砂轮架能使砂轮进入内齿轮工件中,便可磨削内齿轮。成形砂轮磨齿机结构简单,效率高,精度可达5级,适用于成批生产,对齿数少(例如少于10个)的齿轮尤为合适。
展成法
按展成法加工的磨齿机根据砂轮形状可分为 4种。
①碟形砂轮磨齿机:两个旋转的碟形砂轮的窄边相当于齿条的两个齿面, 工件通过滚圆盘和钢带作展成运动,工作台沿工件轴向作往复运动以磨出整个齿宽。每磨完一齿后由分度头架通过分度盘分齿。这种机床还可利用附加装置磨削斜齿。若用一个砂轮伸入内齿轮中,就可磨削内齿轮。这种机床一般为卧式布局,加工直径大于1米时用立式布局,精度可达4级,适用于磨削高精度齿轮。
②锥面砂轮磨齿机:砂轮的轴向剖面修整成齿条的一个齿形,并沿齿向作直线往复运动。工件通过蜗轮、丝杠和交换齿轮完成展成和分度运动,但也有用滚圆盘和钢带作展成运动,利用蜗轮副或分度盘作分度运动的 (见彩图)。砂轮架按工件螺旋角转过一个角度时可磨削斜齿轮。这种机床调整方便,通用性好,适用于单件成批生产,应用较广。
磨齿机
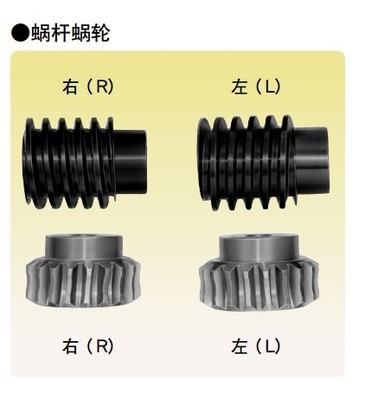
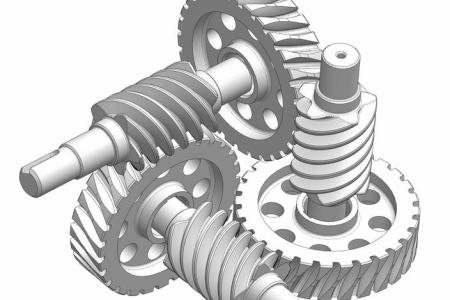
③蜗杆砂轮磨齿机:原理与滚齿机相似,砂轮为大直径单头蜗杆(见蜗杆传动)形状,砂轮每转一转,工件转过一齿,其传动比准确,有的用机械传动,有的用同步电动机分别驱动,有的用光栅和伺服电机传动。磨削时工件沿轴向作进给运动(见机床),以磨出整个齿面。砂轮用金刚石车刀车削或用滚压轮滚成蜗杆形。机床为立式布局,连续分度,磨削效率高,适用于成批生产中加工中等模数的齿轮,对齿数多的齿轮尤为合适,精度可达4级。
④大平面砂轮磨齿机:砂轮的工作平面相当于齿条的一个齿面,用渐开线样板(也有用钢带和滚圆盘的)产生展成运动。砂轮和工件都不作工件轴向往复运动,磨出一侧齿面后利用分度盘分齿,依次磨出所有齿面。然后工件调头,再磨出另一侧齿面。机床为卧式布局,结构简单,性能稳定,精度可达3级,主要用于磨削插齿刀、剃齿刀和计量用的测量齿轮等。