浮法生产的成型过程是在通入保护气体的锡槽中完成的。浮法玻璃应用广泛,分为着色玻璃、浮法银镜、浮法白玻/汽车挡风级、浮法白玻/各类深加工级、浮法白玻/扫描仪级、浮法白玻/镀膜级、浮法白玻/制镜级。其中超白浮法玻璃具有广泛的用途及广阔的市场前景,主要应用在高档建筑、高档玻璃加工和太阳能光电幕墙领域以及高档玻璃家具、装饰用玻璃、仿水晶制品、灯具玻璃、精密电子行业、特种建筑等。。
浮法玻璃_浮法玻璃 -我国发展
上世纪50年代末,英国皮尔金顿玻璃公司向世界宣告平板玻璃的浮法成型工艺研制成功,这是对原来的有槽引上成型工艺的一次革命。一时间,股股浮法热流汇成“浮法狂飚”席卷世界。世界上许多国家不惜巨资争购皮尔金顿专利,但皮尔金顿却对中国搞起了技术封锁。西方的技术封锁使洛玻意识到,中国浮法玻璃的研制、生产必须走自力更生、自主创新之路。1971年5月,原国家建筑材料工业部决定浮法工业试验在洛玻进行,全国各地玻璃专家云集洛玻,洛玻千余名职工参战。浮法玻璃的生产在中国是前无古人的一项崭新的事业,由于没有任何可资借鉴的资料,一开始实验生产就遇到一波又一波的难题。没有设计室,建材部的专家和洛玻的广大科技人员等就在锅炉房里搞设计,画出草图就施工。没有大型车床设备,洛玻的钳工们就用小炉匠补锅的办法,现场加工25米的小锡槽。当时在生产工艺上遇到的一个重要难题是:高温玻璃水通过锡槽时容易凝结,造成玻璃厚薄不均。有时玻璃水在锡槽里乱溅,工人们身上到处是伤。洛玻的技术人员经过长期思考,在锡槽上部设计了电加热设备,玻璃水通过锡槽容易凝结的问题解决了。接着,他们自行研制了玻璃拉边机,精心设计速度、角度、压入深度,并将成型部分工艺形状作了修改,玻璃越拉越宽、越拉越平,质量越来越高。1971年9月23日,洛玻广大干部职工,在部领导、有关专家的指导下,在兄弟单位的全力配合下,团结奋战了3个多月,终于成功地建起了第一条浮法玻璃生产线,生产出了我国第一块浮法玻璃。机械强度、平整度、透光度均优于其它平板玻璃。洛玻凭借超人的智慧和辛勤劳动,圆了中国人的浮法梦。
自1971年至1981年,洛玻又先后三次在此线上实施了较大规模的技术改造,生产线熔化量达到225吨,板宽超过2米,总成品率达到76.96%,而且于1978年底至1979年初稳定生产出较薄的4毫米玻璃,“洛阳浮法玻璃工艺”技术和装备也日臻完善,技术水平不断提升。
1981年4月27日至30日,国家科委组织全国玻璃专家学者和有关部门领导,在洛玻召开“洛阳浮法玻璃工艺”国家级技术鉴定会,这是我国继万吨巨轮、万吨水压机之后的第三次国家级技术鉴定会,会议将这种工艺正式命名为中国“洛阳浮法玻璃工艺”,授予创造发明金质奖。“洛阳浮法玻璃工艺”在洛玻的诞生,结束了一个旧的时代,迎来了中国玻璃工业发展的新曙光,开辟了中国玻璃工业变革、创新和发展的新时代,为我国玻璃工业的发展竖起一座雄伟的丰碑,成为世界玻璃工业中与英国皮尔金顿浮法、美国匹兹堡浮法并驾齐驱的世界三大浮法工艺之一。
浮法玻璃_浮法玻璃 -产品优势
它是在锡槽里,玻璃浮在锡液的表面上出来的。因此,这种玻璃首先是平度好,没有水波纹。
用于制镜、汽车玻璃。不发脸,不走形,这是它的一大优点。
其次是浮法玻璃选用的矿石石英砂,原料好。生产出来的玻璃纯净、透明度好。明亮、无色。没有玻璃疔,气泡之类。
第三是结构紧密、重,手感平滑,同样厚度每平方米比平板比重大,好切割,不易破损。
全国200多条生产线都严格按照国家标准生产,这种玻璃是民用建筑的最好玻璃。它的价格,同等厚度相比,仅比平板玻璃每平方米高4元左右。
浮法玻璃_浮法玻璃 -生产工艺
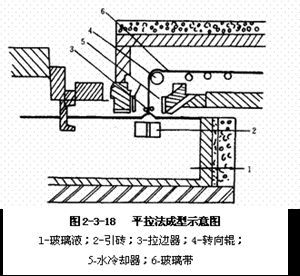
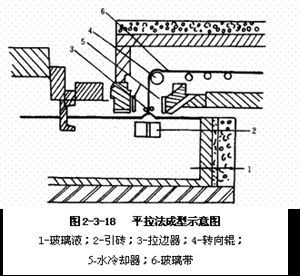
浮法玻璃生产的成型过程是在通入保护气体(N2及H2)的锡槽中完成的 。熔融玻璃从池窑中连续流入并漂浮在相对密度大的锡液表面上,在重力和表面张力的作用下 ,玻璃液在锡液面上铺开、摊平、形成上下表面平整、硬化、冷却后被引上过渡辊台。辊台的辊子转动 ,把玻璃带拉出锡槽进入退火窑,经退火、切裁,就得到平板玻璃产品 。浮法与其他成型方法比较, 其优点是 : 适合于高效率制造优质平板玻璃 , 如没有波筋 、 厚度均匀、上下表面平整 、互相平行 ;生产线的规模不受成形方法的限制 ,单位产品的能耗低 ; 成品利用率高; 易于科学化管理和实现全线机械化 、自动化 ,劳动生产率高;连续作业周期可长达几年,有利于稳定地生产 ;可为在线生产一些新品种提供适合条件,如电浮法反射玻璃 、退火时喷涂膜玻璃、冷端表面处理等 。
单片浮法玻璃隔声性能差,其性能的优劣依据GB/T8485―2002《建筑外窗空气隔声性能分级及其检测方法》和GBJ75―1984《建筑隔声测量规范》,并参照国际标准ISO140和ISO717对隔声性能指标的认定,采用计权隔声量Rw衡量隔声性能指标,其单位为dB;另一种隔声性能指标STC 可作为参考指标。
浮法玻璃_浮法玻璃 -特点
对于浮法玻璃来说,由于厚度的均匀性比较好,其产品的透明度也比较强,所以经过锡面的处理,比较光滑,在光滑的作用下火焰以及抛光的作用下,形成了一种表面比较整齐、平面度比较好,光学性能比较强的玻璃,这种浮法玻璃的装饰特性特别好,更具有良好的透明性、明亮性、纯净性、以及室内的光线明亮等特点,视野的广阔性能,同时还要具有建筑门窗、天然采光的材料的最佳首选材料,更是极富应用的建筑材料之一,可以说,在建筑玻璃的多种种类来看,这种浮法玻璃应用最大,是进行玻璃深加工的最为重要的原片之一。超白的浮法玻璃以透明度纯净度最佳为主要特色。
浮法玻璃_浮法玻璃 -区别
普通平板玻璃与浮法玻璃有什么不同
A:普通平板玻璃与浮法玻璃都是平板玻璃。只是生产工艺、品质上不同。
普通平板玻璃是用石英砂岩粉、硅砂、钾化石、纯碱、芒硝等原料,按一定比例配制,经熔窑高温熔融,通过垂直引上法或平拉法、压延法生产出来的透明无色的平板玻璃。普通平板玻璃按外观质量分为特选品、一等品、二等品三类。按厚度分为2、3、4、5、6mm五种。
B:浮法玻璃是用海沙、石英砂岩粉、纯碱、白云石等原料,按一定比例配制,经熔窑高温熔融,玻璃液从池窑连续流至并浮在金属液面上,摊成厚度均匀平整、经火抛光的玻璃带,冷却硬化后脱离金属液,再经退火切割而成的透明无色平板玻璃。玻璃表面特别平整光滑、厚度非常均匀,光学畸变很小的特点。浮法玻璃按外观质量分为优等品、一级品、合格品三类。按厚度分为3、4、5、6、8、10、12、15、19mm九种。
C:普通平板玻璃外观质量等级是根据波筋、气泡、划伤、砂粒、疙瘩、线道等缺陷多少而判定。浮法玻璃外观质量等级是根据光学变形、气泡、夹杂物、划伤、线道、雾斑等缺陷多少来判的。
D:普通玻璃,翠绿色,易碎,透明度不高,雨淋暴晒下易老化变形
浮法玻璃,透明浮法玻璃是玻璃膏经控制闸门进入锡槽,由于地心引力及本身表面张力作用浮于熔融锡表面上后,再进入徐冷槽,使玻璃两面平滑均匀,波纹消失而制成。暗绿色,表面平滑无波纹,透视性佳,具有一定韧性。
E:浮法玻璃与普通玻璃的生产工艺不同,优点是表面坚硬,光滑、平整,浮法玻璃侧面看颜色与一般的玻璃不同,发白,反光后物体不失真,而一般的都有水纹型的变形。
浮法玻璃_浮法玻璃 -行业前景
居民消费结构升级、鼓励企业自主创新、新农村建设和城镇化进程等都将保证国内市场对玻璃产品的中长期需求增长趋势不变。随着建筑、汽车、装饰装修、家具、信息产业技术等行业的发展和人们对生活空间环境要求的提高,安全玻璃、节能中空玻璃等功能性加工产品得到广泛应用。平板玻璃的供求格局和消费结构正在发生变化。
玻璃行业的发展与国民经济的许多行业都存在着联系,玻璃行业对推动整个国民经济的发展都起着积极作用。因此“十一五”规划中也对玻璃产业的发展提出了具体要求。也颁布了各项法律法规来规范玻璃行业的健康发展。在新的形势下,玻璃工业必须按照科学发展观的要求,转变增长方式,有效调整产业结构,才能促进行业健康发展。
目前,国内比较成熟的浮法玻璃生产企业以福建的福耀玻璃集团和安徽的蓝实玻璃集团为代表.
浮法玻璃_浮法玻璃 -节能方法
玻璃行业是一个高能耗行业,玻璃熔窑是玻璃生产线能耗最多的设备,在玻璃成本中燃料成本约占35%~50%。我国自行设计的大部分浮法玻璃熔窑玻璃液单耗可以达到6500kJ/kg~7500kJ/kg玻璃液,国外大的浮法玻璃企业只有5800kJ/kg玻璃液,我们与国际先进水平有一定差距。
发达国家玻璃熔窑的热效率一般在30%~40%,我国玻璃熔窑的热效率平均只有25%~35%。熔窑结构设计和保温措施不合理,使用的耐火材料质量档次低是存在这种差距的重要原因之一。其次,国内浮法玻璃工艺操作技术落后、管理不够完善等也是造成能耗高、熔化质量差、窑炉寿命短的原因。到目前我国已拥有浮法玻璃生产线140余条,玻璃产能增加较快,市场竞争逐步白热化。做为玻璃主要燃料的重油,价格持续走高,在玻璃成本中所占比例越来越大。因此,降低玻璃能耗,对降低生产成本,提高企业的市场竞争力,减少环境污染,缓解能源短缺等都具有巨大意义。
玻璃企业的节能是一个长期任务,国内外技术人员积极进行研究,如优化窑炉结构设计、富氧燃烧、全氧燃烧电助熔、重油乳化技术等。目前很多企业已开始在生产过程中实施节能措施,并对玻璃生产过程控制等方面的节能措施进行探索。
配合料水分、温度与油耗众所周知,水分在配合料中的状态与配合料的温度密切相关。配合料温度大于35℃时,绝大多数水分以游离态附着在难熔的砂粒表面,从而可以粘附较多的纯碱加强助熔效果。当配合料温度小于35℃时,配合料中的水分会与纯碱形成Na2CO3。10H2O或Na2CO3。7H2O,与芒硝形成Na2SO4。10H2O结晶水化合物,使砂粒表面失去水分显得干燥,使助熔作用减弱。
北方地区在冬季由于气温较低,配合料温度一般低于35℃,有些地区甚至仅有20℃左右。为了保持配合料外观湿润,通常采取增加配合料水分的办法,虽然起到一定作用,但也会带来较多弊端,如料仓壁结块现象加重、油耗增加等。有人通过计算,得出进入窑内的水需要消耗的油量为0。085kg油/kg水。
浮法玻璃_浮法玻璃 -防霉
玻璃发霉一直是行业性难题,玻璃霉变(即反碱)发生化学反应,改变玻璃表面性质,在阳光的照射下其表面出现有彩虹、霉点、水印、油印、纸纹等现象。
玻璃发霉多出现在生产及储运过程中,发霉后的玻璃制品表面会失去光泽,失去透明,呈现彩虹、白斑或贴片现象(不易分离)等,严重影响了浮法玻璃产品的质量,导致玻璃企业在下游客户中形象大打折扣,更影响了成品价格。特别是在当前玻璃销售市场持续低迷的情况下,让企业持续保持强有力竞争的重要举措,就是进一步提高玻璃品质、最大程度降低玻璃因发霉而导致的报废率和降低生产成本。
因此,选择一个好的防霉产品尤为重要。目前,玻璃发霉保护主要有防霉粉防霉、隔纸防霉、防霉液防霉三大类。此三类产品中以防霉粉最优,属纳米级高分子材料,具有环保、高效、易清洗等特点。其中进口防霉粉以其优质的用材及严格的生产要求曾备受玻璃企业关注,但其居高不下的价格令玻璃企业望而生畏,成本的严重增加,已经无法适合目前企业倡导节约成本的需求。而近年来,国产防霉粉的崛起正弥补了这个不足,价格上只占进口粉的1/3,质量上部分公司产品已达到甚至高于国际水平,完全符合国内玻璃企业的生产需求,随着玻璃产品附加值越来越高,防霉产品的使用也越来越受到重视。应对面向高端玻璃市场发展的玻璃,更出现了新一代“椰壳”类防霉产品,大大提高了玻璃防霉隔离的效果以及清洗性等。目前,此类椰壳防霉产品已由国内唯一拥有防霉粉自主知识产权的格力尔科技公司所研制成功,并逐步成功推向高端玻璃生产企业。而对于隔纸防霉,虽然操作简单,防霉效果优良,可回收利用,但因其使用成本过高、放置时间长容易产生纸印等缺点,被粉类产品逐渐替代。而防霉液产品目前仍不够成熟,市场使用率不高,时间过长容易导致清洗不干净等特点。
浮法玻璃_浮法玻璃 -锡缺陷
浮法玻璃锡槽的作用就是把熔窑熔化好的玻璃液在一定的温度制度下,通过主传动和拉边机的外力作用,形成一定宽度厚度的玻璃,经过成形冷却,通过过渡辊台送入退火窑。
浮法工艺中的锡槽使用金属锡液作为浮托介质,氮气和氢气混合气体作为保护气体。在锡槽这个相对密闭的环境中,发生着许多复杂的化学反应,这些化学反应中的一些产物将带来很多玻璃缺陷,影响产品质量。
浮法玻璃锡槽环境和结构特点决定了锡缺陷产生是不可避免的,在实际生产中只能有效控制,而不能消除。