科技名词定义
中文名称:滚压英文名称:rolling 定义:用滚压工具对金属坯料或工件施加压力,使其表面产生塑性变形,从而将坯料成形或使工件表面变光滑的加工方法。所属学科:机械工程(一级学科) ;切削加工工艺与设备(二级学科) ;切削加工工艺-切削加工方法(三级学科)
本内容由全国科学技术名词审定委员会审定公布。
科技名词定义中文名称:滚压 英文名称:rolling 定义:用滚压工具对金属坯料或工件施加压力,使其表面产生塑性变形,从而将坯料成形或使工件表面变光滑的加工方法。 所属学科: 机械工程(一级学科) ;切削加工工艺与设备(二级学科) ;切削加工工艺-切削加工方法(三级学科)
本内容由全国科学技术名词审定委员会审定公布
滚压(trundleprocessing)
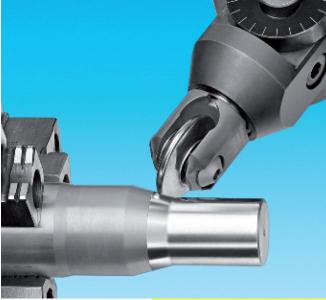
滚压原理及加工对比
滚压是一种无切屑机械加工方法,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。更多技术可咨询:宁波高新区镜博士科技有限公司
无切削加工技术安全、方便,能精确控制精度,几大优点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
□ 应用优势
油缸内孔滚压
高效――几秒就可将表面加工至需要的表面精度,效率是
磨削的5-20倍、车削的10-50倍以上。
优质――一次进给实现Ra0.05-0.1um的镜面精度;并使表
面得到挤压硬化,耐磨性、疲劳强度提高;消除
了表面受力塑性变形,尺寸精度能相对长期保持
稳定。
经济――无需大型设备的资金、占地、耗电、废渣处理等
投入;无需专业的技工投入。
方便――可装夹在任何旋转与进给设备上,无需专业培训
就可加工出镜面精度。
环保――没有切屑(保护环境)、低能耗。
安全――无切削滚压刀具没有刀刃。