成形车刀借助于销子与端面齿块相连,端面齿块与扇形齿相啮合,以防止成形车刀工作时受力面转动,同时可以粗调圆体成形车刀基准点的高低位置。成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。成形车刀必须具有合理的前、后角才能有效地工作。由于成形车刀的刃形复杂,切削刃上各点正交平面方向不一致,同时考虑测量和重磨方便,前角和后角都不在正交平面内测量,而规定在刀具的假定工作平面(垂直于工件轴线的断面)内测量,并以切削刃上最外缘与工件中心等高点处的假定工作前角和假定工作后角作为标注值。棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
车刀_成形车刀 -概述
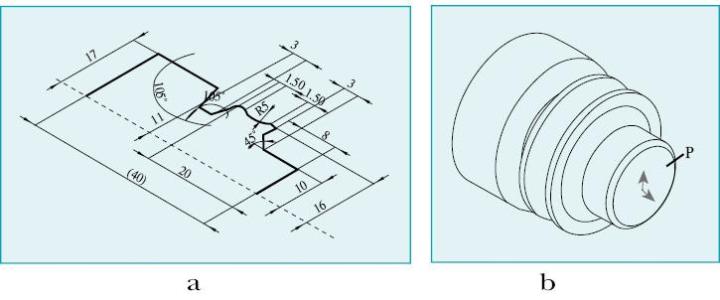
成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。它可以保证被加工工件表面形状和尺寸精度的一致性和互换性,加工精度可达IT9―IT10,表面粗糙度Ra6.3―Ra3.2。 成形车刀的可重磨次数多,使用寿命长,但是刀具的设计和制造较复杂,成本高,故主要用在小型零件的大批量生产中。由于成形车刀的刀刃形状复杂,用硬质合金作为刀具材料时制造比较困难,因此多用高速钢作为刀具的材料。
随着切削速度的提高和数控机床的广泛应运,成形车刀已基本不采用,而且成形车刀的设计和制造都比普通车刀复杂,成本也高。这使成形车刀越来越不被采用。
车刀_成形车刀 -前后角
成形车刀必须具有合理的前、后角才能有效地工作。由于成形车刀的刃形复杂,切削刃上各点正交平面方向不一致,同时考虑测量和重磨方便,前角和后角都不在正交平面内测量,而规定在刀具的假定工作平面(垂直于工件轴线的断面)内测量,并以切削刃上最外缘与工件中心等高点处的假定工作前角和假定工作后角作为标注值。
(1)棱体成形车刀
棱体成形车刀的后刀面是成形棱形柱面,前刀面是平面。后刀面与燕尾面K-K平行,而前刀面与K-K呈倾角90°-(rf+af )。在制造棱体成形车刀时,将前刀面与后刀面的夹角磨成 90°-(rf+af )。切削时,将后刀面安装出af 角,这样就形成了前角rf 和后角af 。
(2)圆体成形车刀
圆体成形车刀前刀面刃磨出 rf,后刀面是成形回转表面。切削时,将基准点安装在与工件中心等高处,从而形成了成形刀的中心高于工件中心H,这样就获得所需要的后角 af 。
当H=Rsinaf
af、rf确定后,刀具中心O' 与前刀面间的距离hc
hc=Rsin(af+rf)
以O' 为中心,以hc为半径的圆称为刃磨圆。在制造和重磨圆体成形刀时,使前刀面与此圆相切。
车刀_成形车刀 -装夹
棱体成形车刀是以燕尾作为定位基准,配装在刀夹的燕尾槽内。刀具燕尾的后平面是夹固基准。安装时,刀体竖立并倾斜 角,刀夹下端的螺钉可将计算基准点的位置调整与工件中心等高后用螺栓夹紧,同时下端螺钉可以承受部分切削力,以增强刀具的刚性。
圆体成形车刀以圆柱孔作为定位基准,套装在刀夹的螺杆上。成形车刀借助于销子与端面齿块相连,端面齿块与扇形齿相啮合,以防止成形车刀工作时受力面转动,同时可以粗调圆体成形车刀基准点的高低位置。用扇形齿块与蜗杆来微调基准点的高度。调整好后,旋紧螺母,即可将成形车刀夹固在刀夹中。
车刀_成形车刀 -刃磨
棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
圆体成形车刀的端面刻有磨刀检验圆时,在端面上涂一层红粉油料,用划钉划一条检验圆的切线,然后把刀具装在心轴上,将检验圆的切线调整至与砂轮的工作表面重合即可刃磨。