带表卡尺是运用齿条传动齿轮带动指针显示数值,主尺上有大致的刻度,结合指示表读数,比游标卡尺读数更为快捷准确。那么带表卡尺要怎么用呢?以下是由爱华网小编整理关于带表卡尺的用法的内容,希望大家喜欢!
带表卡尺的用法1、使用前应将游标卡尺擦干净,然后拉动尺框,沿尺身滑动应灵活、平稳,不得时紧时松或卡住现象。用紧固螺钉固定尺框身读数不应发生变化。
2、检查零位。轻轻推动尺框,使两测量爪的测量面合拢,检查两测量面接触情况,不得有明显漏光现象,并且表盘指针指向“0”,同时,检查尺身与尺框是否在零刻度线对齐。
3、测量时,用手慢慢推动和拉动尺框,使量爪与被测零件表面轻轻接触,然后轻轻晃动游标卡尺,使其接触良好。使用游标卡尺时因没有测力机构,全凭操作者手感掌握,不得用力过大,以免影响测量精度。
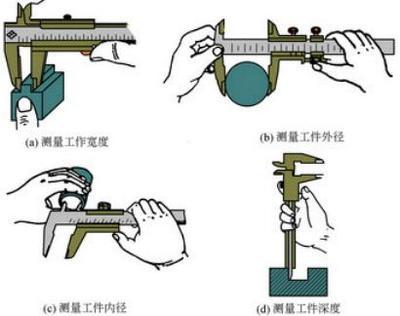
4、测量外形尺寸时,应先将游表卡尺活动量爪张开,使工件能自由地放入两量爪之间,然后将固定量爪贴靠在工作表面上,用手移动尺框,使活动量爪紧密贴在工件表面上。注意:1、测量时工件两端面与量爪不得倾斜。2、测量时,不得使用量爪间的距离小于工件尺寸,而强制将量爪卡到零件上。
5、测量内径尺寸时,应将两刀口内量爪分开且距离小于被测尺寸,放入被测孔内后再移动尺框内量爪使其在工件内表面紧密接触,即可以在卡尺进行读数。注意:游标卡尺测量爪应测在工件两端孔的直径位置处,且不得歪斜。

6、游标卡尺量爪测量面有多种形状。测量时,应根据被测零件的形状正确选用。如测量长和外形尺寸,则应选用外量爪测量;如测内径,应选用内量爪测量;如测深度,则应选用深度尺来测量。
7、读数时,带表游标卡尺应水平拿着,使视线正对刻度线表面,然后按读数方法仔细辨认指示位置,以便读出,以免因视线不正,造成读数误差。
带表卡尺的测量方法传统方法:
当前工厂内部品质检查的方法为测量一个数据后,由测量人员人工记录在纸张中,或者由一个人测量,另一个人进行记录的操作方式,当需要进行分析时,由操作人员录入到电脑的EXCEL表格中;导致的问题是效率低,数据容易记错,同时有些操作人员由于不清楚产品的测量规格,对于产品超过规格的情况,操作 人员不能及时采取措施,而且对于需要进行数据分析时,还需要重复录入电脑中。
新方法:
直接用数据采集仪连接带表卡尺来进行测量。数据采集仪会自动采集测量数据并计算分析、自动判断结果,这种测量方法可以提高测量效率,减少由于人工测量所造成的误差,效果如下图所示:
优势:
1、自动数据采集,实现无纸化;
2、提高数据的准确性,更加实时;
3、实现品质数据的实时、远程监控;
4、方便移动,实现移动数据采集;
5、解决现场数据记录问题;
带表卡尺的保养方法1)使用前必须先擦干净测量面对好“零”,要保持卡尺测量面、齿条和其它传动部分的清洁、润滑。测量后应随手合上量爪,以防止灰尘、沙粒、金属切屑等物损坏齿条。
2)测量工件应在静态下进行。使用时,测量力度要适当,有微动滚轮的卡尺应使用微动滚轮。
3)移动卡尺尺框要平稳,应避免快速拉动向尾端或前端碰撞,应避免撞击和跌落,以防止针位变形、指针松脱、量爪损坏。
4)禁止将卡尺靠近磁场或放置在磁性物体上。如发现卡尺带有磁性,应及时退磁后方可使用。
5)非专业人员不可拆卸卡尺传动部位,卡尺须做定期校验。
带表卡尺的性能特点1)测量内径、外径、深度、台阶四种测量功能,能进行直接测量和比较测量;
2)不锈钢制造,刻线面无光镀铬,激光刻线、线纹清晰、耐磨;
3)测量范围在200mm以上的带表卡尺带有微动滚轮,可滚轮微调,便于单手操作。
4)指示表具有防震性能和外圈锁紧装置。
看过“带表卡尺如何保养”的人还看了: