螺旋锥齿轮接触区调整
通常评定一对齿轮的接触区精度是否良好是把该对齿轮涂以如红丹粉之类的着色剂装在滚动检查机上,在标准的齿轮安装距条件下以轻载一起啮合滚动,轮齿上出现的印痕称为“齿轮的接触区”。
一、“失配”:
从理论上讲,可以加工出与大轮完全共轭的小轮,但是,完全共轭的齿面并不好使用:安装时没有可调整性,极容易造成负荷集中在轮齿的边缘而使齿轮破坏。因此,实际制造好的齿轮应是“局部共轭”或称“局部接触”;可在加工小轮的切齿计算时在小轮齿面上选择一个“点”,然后将这个“点”四周齿面轻轻地去除一部分,离这个“点”越远的地方多去掉一些,把理论齿面修正成一个与理论齿面在这个“点”相切而又能加工出的齿面,这个“点”应在齿面的中点,将这种实际齿面与大轮齿面相啮合,其接触又不布满整个齿面的“局部接触”。这样的轮齿接触在正确安装距条件下应在齿面中部,即使有安装距误差接触区也会在这个“点”的附近扩展而不会使载荷集中在轮齿边缘上去,实践证明,这种局部接触的齿轮副比完全共轭的齿轮副好得多。
综上所述,在实际加工齿轮及计算加工参数时就要考虑将小轮的齿面大端和小端,齿顶和齿根多切去一些,我们称之为“失配”。
二、“接触区”
接触区是衡量螺旋伞齿轮传动质量的综合指标,如果在加工制造和装配中造成接触区大、小、形状和位置的偏差,将使载荷集中在齿的大端或小头,也可能集中在齿顶和齿根处,这就引起局部应力集中,造成齿轮早期磨损或断齿。
因此,对“接触区”的形状、位置,接触的长短和宽窄都有严格要求,它直接关系到齿轮副在工作时的工作平稳性以及噪声的高低。
对于格里森齿制的齿轮副,当加以轻载荷工作时,接触区会向大端扩展,当满负荷工作时,接触区基本上布满齿面的绝大部分而不会使接触区“漫”出齿面,不会击穿轮齿的边缘。而克林根贝格﹒奥利康齿制(摆线齿形)恰恰与其相反,应将接触区调至中间偏大端。
对于传动重负荷的螺旋伞齿轮,考虑到受力后齿轮和箱体的变形使“接触区”产生偏移,采用较小的接触区面积是为防止受力后“接触区”偏移到一端。根据受力后接触区移动规律,预先将接触区调在小端,使受力后的“接触区”正好位于齿面中间位置。对格里森齿制的螺旋伞齿轮,接触区是从小端向大端延伸扩展的,因此在加工过程中,齿轮在滚动检查机上做滚动检查时,一般都是将接触区先调到齿面中部靠小端的位置。
上述是按“铣齿→磨齿”工艺考虑的,由于磨齿的成本很高,价格昂贵,很多齿轮铣齿后做热处理,或者热处理后加研齿工序,从而完成齿轮的制造,那么在制造过程中,必须考虑到热处理变形引起的接触区变化,热处理后的齿轮螺旋角会变小,凸、凹面上的接触极有可能会移向大、小端,可能使接触区变窄或变宽,所以应针对热处理变形规律,小轮热处理前将接触区调到合适位置以适应热处理变形带来的接触区恶化。目前,各工业大国对螺旋伞齿轮的精度描述得很详细,很严格,而对“接触区”的描述就不那么统一了,美国的ANSI/AGMA.2009-B01标准,德国的DIN3965-1989标准,日本的JISB1704-1973标准,以及我国的GB11365-1989标准,虽然都对“接触区”进行了描述,但差异都很大。因此,我们建议:
对高速重载的螺旋伞齿轮的接触区按以下规则生产较好。
形状:椭圆形或长方形;
长短:占齿长方向的30%∽50%;
宽窄:占齿高方向的40%∽60%;
位置:在齿面中部偏小端,离小头边缘10∽15mm。
三、“配切接触区”:
当生产螺旋伞齿轮时,必须保证齿坯切削性能的合理,齿坯是否合格首先要保证预热处理工艺的合理性,对于高速重载的螺伞齿轮,其材料大都是“镍-铬”钢,“镍-铬-钼”钢,或“镍-铬-钨”钢,近几年来,引进并生产了国外的钢号,如日本822H钢,美国8620钢,德国17CrNiMo6等等。
对这些钢材料锻造后的齿坯应做“正火加高温回火”预热处理,甚至粗车后再加高温回火工序,这样,有利于切削(铣齿),其硬度应在170-210HB范围为宜。
1、按调整卡上的机床调整参数,将大轮切至正确的齿深和弦齿厚,对于小轮的轮齿齿厚以保证齿轮啮合的侧隙为宜。
2、当齿轮需要磨齿时,应充分考虑热处理变形量及合适的磨量,在渗碳时,应加大渗碳层深度。
3、保证磨齿夹具的精度,其径向跳动和端跳动均不能大于0。01mm。
4、铣齿刀盘必须精心 校调,内 外刀齿的 径向跳动
应在0.005以内。
5、磨齿用砂轮:做好静平衡,小心地装在机床上,按“磨齿调整卡”中“砂轮修整”精心地修砂轮,保证砂轮内、外侧的直径,内、外侧的压力角以及砂轮修整的深度。
6、将输进系统的“磨齿调整卡”进行校对,保证准确无误。
7、对于不磨齿的齿轮,大都按“粗铣→精铣”完成齿形加工,转入热处理,再精加工其它几何尺寸就完成了。
①、对于不磨齿的齿轮,一般按调整卡精铣大轮,同时进行大轮与小轮配切,即“调接触区”,然后进行渗碳、淬火。
②、大轮铣齿及磨齿的方法有:
成形法——在拉齿机上实现。
展成法——一般的铣齿机构可以实现。
③、小轮铣齿和磨齿的方法有:
刀倾法——用刀倾机构修正接触区。
展成法——用滚切修正机构修正接触。
无论用那种方法加工大、小轮都要保证齿厚,侧隙
及正确的安装距条件下齿轮有好的“接触区”。
四、机床参数的调正及其作用:
由技术人员提供的“铣(磨)齿调整卡”我们称之
为“基本调整卡”,接触区的调整是一项很繁琐的技术
工作,想一次就把接触区调整好几乎是不可能的。
“ 铣(磨)齿调整卡”中包括①刀具参数②机床
调整参数③轮齿尺寸测量④比例修正⑤齿面接触分析
五部分。
1、当完成铣齿或磨齿后,合格大轮要与小轮配切接触区,第一次配切时,检查啮合的接触印痕时,可能很不理想,只有一块形状不好的接触面,其原因无非是小轮的齿长曲率误差和齿廓曲率误差造成的。我们称之的“接触区”,是指大齿轮齿面上的印痕。
调整接触区是一项很细致的技术工作,针对不良接触,采取什么样的对策,准确的判断和长期的工作经验是很重要的,准确的判断会使下一步的配切少走弯路。
2、由于对接触区的检查是在滚动机上进行的,因此,一台高精度,工况良好的滚动检查机是保证生产出合格齿的必要条件。
滚动检查机能够支持锥齿轮副的以下要求:
①、支持锥齿轮副模拟在实际应用中的安装位置或理论位置。
②、允许锥齿轮副可控制在每分钟转速和制动负荷下的转动。
③、能够调整锥齿轮副中、大、小轮的相对位置,调整涉及到大轮沿其轴线方向(G)的移动,小轮沿其轴线方向(H)移动以及小轮沿偏置方向(V)的移动。通过这些参数的调整来实现V/H检测。
④、支持测量法向或旋转平面的齿隙。
必须保证滚动检查机的精度才能使结果有意义,因此必须保证滚动检查机在一个正确的基准上校准,从而确保齿轮副的实际安装位置和理论安装位置重叠。简而言之:滚动检查机的主、从动轴的精度必须保证,用于安装大小齿轮的夹具精度必须控制在0.005mm以内,用块规校对的大小齿轮安装距误差应在0.01mm以内,带有数显装置的大小齿轮的安装距必须准确无误,这样检查出的齿轮的接触区,侧隙才有意义,错误的安装尺寸条件下调整出的无论多好的接触区,在实际应用中既达不到效果也是不能使用。但是,允许将主动齿轮的安装距做微量改变,在改变了安装距将齿轮做啮合检查时,接触区必须良好,侧隙必须保证,并将改变的量刻在齿轮指定的位置上,告知用户,用户会按安装距的改变数值安装齿轮才能获得好的效果。
3、当提供了一个好的“铣(磨)齿调整卡”,有一台精密的滚动检查机,一副高精度的刀具(或砂轮),一台能正常工作的机床及齿轮安装正确条件下,就可以加工齿轮了。
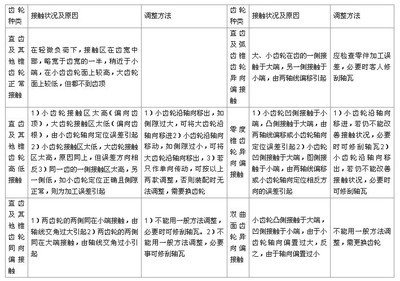
①、不良接触区:有过长接触、过短接触、齿顶接触、齿根接触、过宽接触、过窄接触、内对角接触、外对角接触、大头宽小头窄接触、大头窄小头宽接触、大头外对角小头内对角、大头内对角小头外对角、菱形和鱼尾形接触、等等。
②、正常接触:大轮与小轮做啮合检查时,在齿面上,形成椭圆形或长方形印痕,定位于齿面中部,肉眼观察无偏斜现象的“接触斑点”。
③、对角接触:接触区方向与齿线方向成一个角度的接
触。
④、内对接触:在凸面上,接触区为大端齿顶向小
端齿根方向,在凹面上为从大端齿根方向小端齿顶方向倾斜的对角接触。
⑤、外对角接触:在凸面上接触从大端齿根向小端齿顶方向;在凹面上接触从大端齿顶向小端齿根倾斜的对角接触。
⑥、正常对角接触:图纸上特别注明允许的或作V/H 检查时稍有偏斜的对角接触。
⑦、修正内对角:就是配切小轮时,将机床参数调整下列方式切削。例如:用外刀切小轮凹面时,刀具能够多切一些大头齿根和小头顶部;用内刀切小轮凸面时,多切一些大头齿顶和小头齿根。
⑧、修正外对角:就是配切小轮时将机床参数调成能按下列方式切削。例如:用外刀切小轮凹面时,刀具能够多切一些小轮大头顶部和小头根部。
⑨、“使齿廓方向接触区变窄”,意思是加大齿廓失配,使接触变窄。
⑩、使齿廓方向接触区变宽,意思是减小齿廓失配,使接触区变宽。
⑾、使接触区缩短:是使齿长方向接触区变短,用改变刀盘直径来实现。
⑿、使接触区加长:是使齿长方向接触区加长,用改变刀盘直径来实现。
⒀、当修正内对角时,会使齿廓方向上的接触区变宽(或变长),齿长方向上接触区会变短。
⒁、当修正外对角时,会使齿廓方向上的接触区变窄(或宽),齿长方向上接触区会变长。
3.2:一阶修正:
一对设计好的齿轮在实际加工时,其压力角或螺旋角的参数可能不完全一致,致使接触区不在轮齿的中间,压力角的误差造成“齿顶”或“齿根”接触;螺旋角的误差造成大端或小端接触。
修正这种情况,操作者只要做简单的位置修正即可达到效果。以在YK20100磨齿机为例,其机床的各个参数的作用如下:
⑴、减小滚比:在小轮凹面上,切大端齿根部;在凸面
上,切小端根部。
⑵、增加滚比:在小轮凹面上,切小端顶部;在凸面上
切大端顶部。
⑶、增加水平轮位:在小轮凹面上切齿轮的大端根部;
在凸面上切小端根部。
⑷、减少水平轮位:在小轮凹面上切小端顶部;在凸面上切大端顶部。
⑸、减小径向刀位:在小轮凹面上切小端;在凸面上切大端,径向刀位相当于铣齿机上的偏心角的作用。
⑹、增加径向刀位:在小轮凹面上切大端;在凸面上切小端。
⑺、床位的前进(减少):在小轮凹面上切小端;
在凸面上也切小端。
⑻、床位的后退(增加):在小轮凹面上切大端;
在凸面上也切大端。
⑼、加大砂轮(或刀盘)直径:切小轮凹面时会使接触区变短;切小轮凸面时接触区加长。
⑽、减小砂轮(或刀盘)直径:切小轮凹面时会使接触区加长;切小轮凸面时接触区变短。
⑾、垂直轮位及其作用:
在机床上,工件主轴的轴线从通过摇台轴线的水平面向上或向下的垂直位移,称“垂直轮位”。
㈠、当垂直轮位是正值时,表示左旋齿轮向下或右旋齿轮向上。
㈡、当垂直轮位是负值时,表示左旋齿轮向上或右旋齿轮向下。
㈢、上升垂直轮位切去左旋小齿轮凹面的小头和顶部;切去右旋小轮凹面的大头和根部。
㈣、下降垂直轮位切去左旋小轮凹面的大头和根部;切去右旋小轮凹面的小头和顶部。
㈤、上升垂直轮位:切去左旋小齿轮凸面的大头和顶部;切去右旋小轮凹面的小头和根部。
㈥、下降垂直轮位:切去左旋小轮凸面的小头和根部;切去右旋小轮凸面的大头和顶部。
3.3、二阶修正:
二阶修正是一阶修正的这样的组合:即螺旋角和压力角都不改变,不会明显地改变接触区的位置,主要改变接触区长度、宽度和对角接触。在铣(磨)齿调整卡有一部分叫“比例修正”,并进行了描述,当计算机床调整参数时“小轮控制参数”用于控制接触区的长度和宽度及不产生对角接触,当实际中要进行修正接触斑点时,就可以按“比例修正”来修正轮齿的齿廓和齿长曲率以达到调好接触区的目的。
3.4、三阶修正:
1、三阶修正不是比例修正,它是二阶修正的组合,即中间接触区不修正,轮齿两端的接触区要修正。格里森的计算方法也不考虑三阶修正。在修正计算公式中列有这些项目,但给的正确数值是由试切来确定的。
2、三阶修正达到的效果有:
①、齿长方向曲率变化,如小端长大端短。
②、齿长方向曲率沿齿廓方向变化,如齿顶长齿根短(菱形接触)。
③、齿廓沿齿长方向变化,如小端宽大端窄的接触。
④、齿廓沿齿廓方向变化,如大端脱开而小端干涉。
当试切一对小轮调整接触区时,“三阶修正”一般从开始就进行,把接触区调到齿面中部,然后以“二阶修正”改善接触区的形状,最后,由于热处理引起的接触区产生的变形还要用“一阶修正”来确定接触区的位置。有时“二阶修正”后还要做“三阶修正”,因此,修正程序是没有规律的。
3、“三阶修正”及其对接触区的影响:刀齿齿廓角的修正:前面我们叙述了三阶修正可以改变沿齿长方向的曲率或菱形接触,改变刀齿的压力角的效果如下:
①、外刀齿齿形角减小:凹面(正车面上):在齿面中间,齿根处的接触区变短,会使齿顶处加长,对修正梯形接触区有效,在齿面小端处可以修正外以角,在齿面大端处可以修正内对角。
②、外刀齿形角增加:凹面(正车面):在齿面中间会使接触区在齿根部加长,会使齿顶处缩短,对修正倒梯形接触区有效。在齿面小端处可以修正内对角,在齿面大端处可以修正外对角。
③、内刀齿形角减小:凸面(倒车面)在齿面中间会使接触区根部缩短,会使齿顶处加长;在齿面小端处可以修正内对角,在齿面大端处可以修正外对角。
④、内刀齿形角增加:凸面(倒车面)在齿面中间会使接触区根部加长,会使齿顶处缩短;在齿面小端处可以修正外对角,在齿面大端处可以修正内对角。
改变内外刀齿形角,在磨齿机上很容易实现,用修成器修整砂轮内外侧齿形角非常容易实现,在铣齿机上只能用刀倾机构来实现了,这里不再叙述。
2、“三阶修正”修正轮坯安装角:
当调整接触区时,经常遇到接触区一端长而窄,一端长而宽的情况,接触区在齿面两端非常不对称,通常窄而长的接触区与内对角接触有关,短而宽的接触与外对角接触有关。由于轮齿的螺旋角从螺旋角比较大的大端到螺旋角比较小的小端是变化的,这实际上是造成上述齿面接触区的不良形状。
3、修正轮坯安装角能起到下列作用:
①、安装角增加:在大端会使接触区缩短和变宽,修正内对角;
在小端会使接触区变窄并加长,修正外对角。
②、安装角减小:在大端会使接触区变窄并加长,修正外对角;
在小端会使接触区缩短并变宽,修正内对角。
五、怎样调整好接触区?
上面分析了产生不良接触区的原因及修正对策,只是从机床的各个参数所引起的作用,刀具修正所引起的作用进行了分析,但实际工作中,加工不同参数的齿轮会产生各种不良的接触区,如何将接触区修正好,可利用上面描述的方法具有体分析,具体对待:
1、对于大批量生产的齿轮,要建立“标准齿轮”概念,就是挑选一对接触区、精度、技术指标比较好的齿轮做为“样板”,生产中的齿轮以“标准齿轮”为样板进行比较,也可以做为在滚动机检查机上用大轮检查生产中的小轮,用“标准小轮”检查生产中的大轮来使用。
2、对中、小批量的齿轮尽可能建立“标准齿轮”概念,用一对
技术指标较好的齿轮做为“样板”,用做对比其佘的齿轮。
3、对中、小批量的齿轮,要保证齿坯的一致性,在铣——磨加工中要保证齿厚,安装距的一致性,尤其是在配切小轮时,凹、凸面必须在一个安装距前提下与大轮进行配切和检查。所得到的接触才能是真实、实用。
4、接触区的记录:对调整好“接触区”的齿轮,标准齿轮,用户要求附有“接触区”的齿轮都应做“接触区记录”。
用相机拍下接触区是最好的方法,用白纸或透明纸牢牢地贴在齿面上将接触斑点印出剪下来保存。
六、结束语:
在良好的现代数控铣齿轮加工机床上加工高精度齿轮时,机床调整数应该是正确的,同时所使用的切削刀具及夹紧工件的夹具的精度也要合乎合要求,重要的是:将轮坯安装在机床上时,径向和轴向定位精度是非常重要的,在加工齿轮之前,应掌握螺旋锥齿轮的基本特征。
附:术语和定义:
①、模数:锥齿轮没有整数模数概念,这是它与圆柱齿轮的不同之处,其“模数”与切齿刀具没有紧密关系,一种刀具可以加工出相当范围模数的齿轮,由于齿轮是收缩的,轮齿的小端到大端每一点的模数是不同的,模数只做为齿轮几何尺寸、强度的计算选择刀具的参考。
②、工作齿高:工作齿高为1.7m。
③、顶隙:顶隙为0.188m。
④、全 齿 高:全齿高为1.888m。
⑤、压力角:基本压力角为20°。
⑥、齿顶高:除齿数相等的齿轮副外,均采用小轮长齿顶高和大轮短齿顶高。
大轮齿顶高=
小轮齿顶高ha1=工作齿高减去大轮齿顶高。
⑦、中点法向模数:在中点锥距处,法平面上节圆直径与齿数之比:
Rm是中点锥距。
Re是外锥距。
Ms是大端端面模数。
是中点螺旋角。
⑧、外锥距:节锥顶点沿母线至背锥距离。
⑨、径向刀位(S):在没有刀倾机构的机床上,摇台轴线与刀盘轴线、有刀倾的摇台轴线与刀盘回转支点在摇台平面内的距离在摇台平面内的距离。
⑽、摇台:一种机床零件,它围绕机床中心线旋转,在其上面装有能切削个或更多齿槽刀具。
⑾、向下(上)滚动:带有刀具的摇台从它的最高(低)垂直位置至最低(高)垂直位置的转动。
⑿、水平刀位(V):摇台轴线和刀具轴线间通过摇台轴线的水平面内的距离,它是径向刀位的分量,即数控机床的X轴的值。
V=
⒀、垂直刀位(H):摇台轴线和刀具轴线通过摇台轴线垂直距离,它是径向刀位的分量即数控机床的Y轴的值:
⒁、角向刀位(q):径向刀位与水平轴线之间的夹角,又称极角或摇台角。
⒂、螺旋角:指齿面中点处的螺旋角,它在小头,大头的值径均不相同,小头螺旋角的值小,大头螺旋角的值大。
⒃、滚比(Re):产形轮的齿数与被加工的齿轮齿数之比。