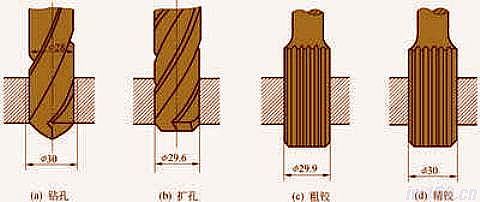
钻孔(扩孔与铰孔)
各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。钳工加工孔的方法一般指钻孔、扩孔和铰孔。
用钻头在实体材料上加工孔叫钻孔。在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右、属粗加工。
一、钻床
常用的钻床有台式钻床、立式钻床和摇臂钻床三种,手电钻也是常用的钻孔工具。
1.台式钻床
简称台钻,是一种在工作台上作用的小型钻床,其钻孔直径一般在13mm以下。
台钻型号示例:Z 4 0 1 2
主参数:最大钻孔直径
型号代号:台式钻床
类别代号:钻床
由于加工的孔径较小,故台钻的主轴转速一般较高,最高转速可高达近万转/分,最低亦在400转/分左右。主轴的转速可用改变三角胶带在带轮上的位置来调节。台钻的主轴进给由转动进给手柄实现。在进行钻孔前,需根据工件高低调整好工作台与主轴架间的距离,并锁紧固定(结合挂图与实物讲解示范)。台钻小巧灵活,使用方便,结构简单,主要用于加工小型工件上的各种小孔。它在仪表制造、钳工和装配中用得较多。
2.立式台钻
简称立钻。这类钻床的规格用最大钻孔直径表示。与台钻相比,立钻刚性好、功率大,因而允许钻削较大的孔,生产率较高,加工精度也较高。立钻适用于单件、小批量生产中加工中、小型零件。
3.摇臂钻床
它有一个能绕立柱旋转的摇臂、摇臂带着主轴箱可沿立柱垂直移动,同时主轴箱还能摇臂上作横向移动。因此操作时能很方便地调整刀具的位置,以对准被加工孔的中心,而不需移动工件来进行加工。摇臂钻床适用于一些笨重的大工件以及多孔工件的加工。
二、钻头
钻头是钻孔用的刀削工具,常用高速钢制造,工作部分经热处理淬硬至62~65HRC。一般钻头由柄部、颈部及工作部分组成(实物与挂图)。
1.柄部:是钻头的夹持部分,起传递动力的作用,柄部有直柄和锥柄两种,直柄传递扭矩较小,一般用在直径小于12mm的钻头;锥柄可传递较大扭矩(主要是靠柄的扁尾部分),用在直径大于12mm的钻头。
2.颈部:是砂轮磨削钻头时退刀用的,钻头的直径大小等一般也刻在颈部。
3.工作部分:它包括导向部分和切削部分。导向部分有两条狭长、螺纹形状的刃带(棱边亦即副切削刃)和螺旋槽。棱边的作用是引导钻头和修光孔壁;两条对称螺旋槽的作用是排除切屑和输送切削液(冷却液)。切削部分结构见挂图与实物,它有两条主切屑刃和一条柄刃。两条主切屑刃之间通常为118°±2°,称为顶角。横刃的存在使锉削是轴向力增加。
三、钻孔用的夹具
钻孔用的夹具主要包括钻头夹具和工件夹具两种。
1.钻头夹具:常用的是钻夹头和钻套。
(1)钻夹头:适用于装夹直柄钻头。钻夹头柄部是圆锥面,可与钻床主轴内孔配合安装;头部三个爪可通过紧固扳手转动使其同时张开或合拢。
(2)钻套:又称过渡套筒,用于装夹锥柄钻头。钻套一端孔安装钻头,另一端外锥面接钻床主轴内锥孔。
2.工件夹具:常用的夹具有手虎钳、平口钳、V形铁和压板等(挂图)。装夹工件要牢固可靠,但又不准将工件夹得过紧而损伤过紧,或使工件变形影响钻孔质量(特别是薄壁工件和小工件)。
四、钻孔操作
1.钻孔前一般先划线,确定孔的中心,在孔中心先用冲头打出较大中心眼。
2.钻孔时应先钻一个浅坑,以判断是否对中。
3.在钻削过程中,特别钻深孔时,要经常退出钻头以排出切屑和进行冷却,否则可能使切屑堵塞或钻头过热磨损甚至折断,并影响加工质量。
4.钻通孔时,当孔将被钻透时,进刀量要减小,避免钻头在钻穿时的瞬间抖动,出现“啃刀”现象,影响加工质量,损伤钻头,甚至发生事故。
5.钻削大于φ30mm的孔应分两次站,第一次先钻第一个直径较小的孔(为加工孔径的0.5~0.7);第二次用钻头将孔扩大到所要求的直径。
6.钻削时的冷却润滑:钻削钢件时常用机油或乳化液;钻削铝件时常用乳化液或煤油;钻削铸铁时则用煤油。
五、扩孔与铰孔
1.扩孔
扩孔用以扩大已加工出的孔(铸出、锻出或钻出的孔),它可以校正孔的轴线偏差,并使其获得正确的几何形状和较小的表面粗糙度,其加工精度一般为IT9~IT10级,表面粗糙度、Ra=3.2~6.3μm。扩孔的加工余量一般为0.2~4mm。
扩孔时可用钻头扩孔,但当孔精度要求较高时常用扩孔钻(用挂图或实物)。扩孔钻的形状与钻头相似,不同是:扩孔钻有3~4个切削刃,且没有横刃,其顶端是平的,螺旋槽较浅,故钻芯粗实、刚性好,不易变形,导向性好。
2.铰孔
铰孔是用铰刀从工件壁上切除微量金属层,以提高孔的尺寸精度和表面质量的加工方法。铰孔是应用较普遍的孔的精加工方法之一,其加工精度可达IT6~IT7级,表面粗糙度Ra=0.4~0.8μm。
铰刀是多刃切削刀具(挂图或实物),有6~12个切削刃和较小顶角。铰孔时导向性好。铰刀刀齿的齿槽很宽,铰刀的横截面大,因此刚性好。铰孔时因为余量很小,每个切削刃上的负荷著小于扩孔钻,且切削刃的前角γ0=0°,所以铰削过程实际上是修刮过程。特别是手工铰孔时,切削速度很低,不会受到切削热和振动的影响,因此使孔加工的质量较高。
铰孔按使用方法分为手用铰刀和机用铰刀两种。手用铰刀的顶角较机用铰刀小,其柄为直柄(机用铰刀为锥柄)。铰刀的工作部分有切削部分和修光部分所组成。
铰孔时铰刀不能倒转,否则会卡在孔壁和切削刃之间,而使孔壁划伤或切削刃崩裂。
铰孔时常用适当的冷却液来降低刀具和工件的温度;防止产生切屑瘤;并减少切屑细末粘附在铰刀和孔壁上,从而提高孔的质量。