PID算法
在过程控制中,PID控制器,一直是应用最为广泛的一种自动控制器;PID控制也一直是众多控制方法中应用最为普遍的控制算法,PID算法的计算过程与输出值(OUT)有着直接函数关系,因此想进一步了解PID控制器,必须首先熟悉PID算法,这也是笔者为什么在下面的内容里大费周章讨论这个问题的原因所在。
PID控制器调节输出,是为了保证偏差值(e值)为零,使系统达到一个预期稳定状态。这里的偏差(e)是给定值(SP)和过程变量值(PV)的差。PID控制原理基于下面的算式:
输出M(t)是比例项(P)、积分项(I)、微分项(D)的函数。
M(t)=KC*e+ KC* +Minitial+ KC*TD* (1-1)
为了让计算机能处理这个PID算法,我们必须把这个连续算式离散化成为周期采样偏差算式,才能计算调节输出值(以下简称OUT值)。将积分与微分项分别改写成差分方程,可得:
(1-2)=e(1)+e(2)+…………+e(k);
(1-3)=[e(k)-e(k-1)]/T。
T是离散采样周期
将上(1-2)和(1-3)式代入输出项函数(1-1)式,可得数字偏差算式(1-4)为:
Mn=KC*en+KC* +Minitial+ KC* *(en-en-1) (1-4)
输出=比例项 +积分项 +微分项
(1-1)与(1-4)式中:
M(t):回路输出(时间函数)
Mn:第n次采样时刻,PID回路输出的计算值(OUT值)
T:采样周期(或控制周期)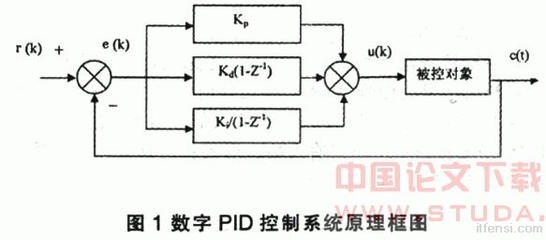
Minitial :PID回路输出初始值
Kc:PID回路增益
TI:积分项的比例常数
TD:微分项的比例常数
en:在第n次采样时刻的偏差值(en=SPn-PVn)
en-1:在第n-1次采样时刻的偏差值(也称偏差前项)
从这个数字偏差算式可以看出;
比例项是:当前误差采样的函数。
积分项是:从第一个采样周期到当前采样周期所有误差项的函数。
微分项是:当前误差采样和前一次误差采样的函数。
在这里需要说明的是:我们在积分项中可以不保存所有误差项,因为保存所有误差项会占用较大的计算机存储单元,所以我们通常从第一次误差采样开始,我们利用每一次偏差采样都会计算出的输出值的特点,在以后的输出值计算时只需保存偏差前项和积分项前值。利用计算机的处理的周期重复性,我们就可以根据我们刚才推导的数字偏差算式计算出下一次积分项值。因此我们可以简化上述的数字偏差算式(1-4)为:
Mn=KC*en+KC*en +MX+ KC* *(en-en-1) (1-5)
CPU(计算机中央芯片)实际计算中使用的是(1-5)简化算式的改进比例项、积分项、微分项和的形式计算PID输出的。
改进型算式是:
Mn = MPn+MIn + MDn (1-6)
输出=比例项+积分项+微分项
(1-5)和(1-6)式中:
Mn:第n次采样时刻,PID回路输出的计算值(OUT值)
MPn:第n次采样时刻的比例项
MIn:第n次采样时刻的积分项
MDn:第n次采样时刻的微分项
T:采样周期(或控制周期)
MX:PID回路积分前项
Kc:PID回路增益
TI:积分项的比例常数
TD:微分项的比例常数
en:在第n次采样时刻的偏差值(en=SPn-PVn)
en-1:在第n-1次采样时刻的偏差值(en-1=SPn-1-PVn-1) (也称偏差前项)
下面我们就根据(1-5)与(1-6)的对应关系单独分析一下各子项中各值的关系
3.1比例项(MPn):
比例项MP是增益(Kc)和偏差(e)的乘积。因为偏差(e)是给定值(SP)与过程变量值(PV)之差(en=SPn-PVn)。根据(1-5)与(1-6)式中对应关系可得CPU执行的求比例项算式为:
MPn=Kc*(SPn-PVn) (2-1)
式中:
MPn :第n次采样时刻比例项的值
Kc:PID回路增益
SPn:第n次采样时刻的给定值
PVn:第n次采样时刻的过程变量值
从式(2-1)中,SP和PV都是已知量,因此影响输出值OUT在比例项中只有回路增益Kc。不难看出比例项值的大小与回路增益大小成比例系数关系。根据 P控制规律,在比例项中我们只要合理的设定Kc的大小,就能因根据采样偏差e值的变化规律改变MPn,从而影响Mn来控制调节幅度。
3.2积分项(MIn):
积分项值MI与偏差和成正比。因为偏差(e)是给定值(SP)与过程变量值(PV)之差(en=SPn-PVn)。根据(1-5)与(1-6)式中对应关系可得CPU执行的求积分项算式为:
MIn=Kc*(SPn-PVn)+MX (2-2)
式中:
MIn:第n次采样时刻积分项的值
Kc:PID回路增益
T:采样周期(或控制周期)
TI:积分时间常数
SPn:第n次采样时刻的给定值
PVn:第n次采样时刻的过程变量值
MX:第n-1采样时刻的积分项(积分前项)
在CPU每次计算出MIn之后,都要用MIn值去更新MX,MX的初值通常在第一次计算输出以前被设置为为Minitial(初值),这也就是Minitial为什么会在(1-5)式未执行扫描到(1-6)式执行扫描后变为MX的原因。
从式(2-2)中我们可以看出,积分项包括给定值SP、过程变量值PV、增益Kc、控制周期T、 积分时间常数TI、积分前项MX。而SP、PV、Kc(已在比例项中设定)、T(根据设备性能参照确定)、MX(上一次积分已算出)都是已知量,因此影响输出值OUT在积分项中只有积分时间常数TI。不难看出积分项值的大小与位于积分算式分母位置的积分时间常数TI大小成反比系数关系。也就是说,在有积分项参与输出调节控制的时候,积分时间常数设置越大,积分项作用输出值就越小,反之增大。根据I控制规律,在积分项中我们只要合理的设定TI的大小,就能因根据采样偏差e值的变化规律改变 MIn,从而影响Mn来控制调节幅度。
在这里又涉及到采样周期选取的问题,采样周期是计算机重新扫描各现场参数值变化的时间间隔,控制周期是重新计算输出的时间间隔,在不考虑计算机CPU运算速度的情况下,采样周期与控制周期通常认为是同一描述。在实际工业过程控制中,采样、控制周期越短,调节控制的品质就越好。但盲目、无止境追求较短的采样周期,不仅使计算机的硬件开支(如:A/D、D/A的转换速度与CPU的运算速度)增加,而且由于现行的执行机构(如:电动类调节阀)的响应速度较低,过短的采样周期并不能有效的提高系统的动态特性,因此我们必须从技术和经济两方面综合考虑采样频率的选取。
选取采样周期时,有下面几个因素可供读者参考:
1、采样周期应远小于对象的扰动周期。
2、采样周期应比对象的时间常数小得多,否则所采样得到的值无法反映瞬间变化的过程值。
3、考虑执行机构的响应速度。如果采用的执行器的响应速度较慢,那么盲目的要求过短的采样周期将失去意义。
4、对象所要求的调节品质。在计算机速度允许的情况下,采样周期短,调节品质好。
5、性能价格比。从控制性能来考虑,希望采样周期短。但计算机运算速度,以及A/D和D/A的转换速度要相应地提高,会导致计算机的费用增加。
6、计算机所承担的工作量。如果控制的回路较多,计算量又特别大,则采样要加长;反之,可以将采样周期缩短。
综上分析可知:采样周期受很多因素的影响,当然也包括一些相互矛盾的,必须根据实际情况和主要的要求作出较为折衷的选择。笔者在实际过程控制中得出以下经验(仅供读者参考):如:流量1~2S,压力2~3S,温度1.5~4S,液位5~8S等。
3.2 微分项(MDn):
微分项值MD与偏差的变化成正比。因为偏差(e)是给定值(SP)与过程变量值(PV)之差(en=SPn-PVn)。根据(1-5)与(1-6)式中对应关系可得CPU执行的求微分项算式为:
MDn=KC* *{( SPn-PVn)-(SPn-1-PVn-1)} (2-3)
为了避免给定值变化引起微分项作用的跳变,通常在定义微分项算式时,采用假定给定值不变,即:SPn=SPn-1。这样可以用过程变量的变化替代偏差的变化,计算算式可改进为:
MDn= KC* *(PVn-PVn-1) (2-4)
(2-3)与(2-4)式中:
MDn:第n次采样时刻微分项的值
Kc:PID回路增益
T:采样周期(或控制周期)
TD:积分时间常数
SPn:第n次采样时刻的给定值
PVn:第n次采样时刻的过程变量值
SPn-1:第n-1次采样时刻的给定值
PVn-1:第n-1次采样时刻的过程变量值
式(2-4)中参与控制的变量或常量有增益Kc、微分时间常数TD、控制周期T、第n次采样时刻的过程变量值PVn、第n-1次采样时刻的过程变量值 PVn-1。而PVn、PVn-1、Kc(已在比例项中设定)、T(根据设备性能参照确定)都是已知量,因此影响输出值OUT在微分项中只有微分时间常数 TD。在式中不难看出,1、为了计算第n次的微分项值,必须保存第n-1次过程变量值参与下一次计算,而不是偏差。当在第一次扫描周期开始的时候,PID 控制器会初始化PVn =PVn-1。2、微分项值的大小与位于微分算式分子位置的积分时间常数TD大小成比例系数关系。也就是说,在有微分项参与输出调节控制的时候,微分时间常数设置越大,与Kc乘积就会越大,从而微分项作用输出值就越大,反之变小,因此微分的设定一定要谨慎,设置不当很容易引起输出值的跳变。根据D控制规律,在积分项中我们只要合理的设定TD的大小,就能因根据采样偏差e值的变化规律改变MDn,从而影响Mn来控制调节开度。
四、控制器P、I、D项的选择
在实际过程控制中,为使现场过程值在较理想的时间内跟定SP值,如何确定选用何种控制或控制组合来满足现场控制的需要显得十分重要。根据前面的对PID算法的分析,下面将常用的各种控制规律的控制特点简单归纳一下:
1、比例控制规律P:采用P控制规律能较快地克服扰动的影响,它的作用于输出值较快,但不能很好稳定在一个理想的数值,不良的结果是虽较能有效的克服扰动的影响,但有余差出现。它适用于控制通道滞后较小、负荷变化不大、控制要求不高、被控参数允许在一定范围内有余差的场合。如:金彪公用工程部下设的水泵房冷、热水池水位控制;油泵房中间油罐油位控制等。
2、比例积分控制规律(PI):在工程中比例积分控制规律是应用最广泛的一种控制规律。积分能在比例的基础上消除余差,它适用于控制通道滞后较小、负荷变化不大、被控参数不允许有余差的场合。如:在主线窑头重油换向室中F1401到F1419号枪的重油流量控制系统;油泵房供油管流量控制系统;退火窑各区温度调节系统等。
3、比例微分控制规律(PD):微分具有超前作用,对于具有容量滞后的控制通道,引入微分参与控制,在微分项设置得当的情况下,对于提高系统的动态性能指标,有着显著效果。因此,对于控制通道的时间常数或容量滞后较大的场合,为了提高系统的稳定性,减小动态偏差等可选用比例微分控制规律。如:加热型温度控制、成分控制。需要说明一点,对于那些纯滞后较大的区域里,微分项是无能为力,而在测量信号有噪声或周期性振动的系统,则也不宜采用微分控制。如:大窑玻璃液位的控制。
4、例积分微分控制规律(PID):PID控制规律是一种较理想的控制规律,它在比例的基础上引入积分,可以消除余差,再加入微分作用,又能提高系统的稳定性。它适用于控制通道时间常数或容量滞后较大、控制要求较高的场合。如温度控制、成分控制等。
鉴于D规律的作用,我们还必须了解时间滞后的概念,时间滞后包括容量滞后与纯滞后。其中容量滞后通常又包括:测量滞后和传送滞后。测量滞后是检测元件在检测时需要建立一种平衡,如热电偶、热电阻、压力等响应较慢产生的一种滞后。而传送滞后则是在传感器、变送器、执行机构等设备产生的一种控制滞后。纯滞后是相对与测量滞后的,在工业上,大多的纯滞后是由于物料传输所致,如:大窑玻璃液位,在投料机动作到核子液位仪检测需要很长的一段时间。
总之,控制规律的选用要根据过程特性和工艺要求来选取,决不是说PID控制规律在任何情况下都具有较好的控制性能,不分场合都采用是不明智的。如果这样做,只会给其它工作增加复杂性,并给参数整定带来困难。当采用PID控制器还达不到工艺要求,则需要考虑其它的控制方案。如串级控制、前馈控制、大滞后控制等。
五、利用整定参数来选择PID控制规律
在前面讲到PID控制规律的选择,如何在中整定参数中关闭或打开PID控制规律成了我们应该了解的问题。在许多控制系统中,我们有时只需要一种或两种回路控制规律就可以满足生产工艺的需要,如P、PI、PD、PID等类型。根据我们推导的数字偏差算式(1-5),我们可以得出以下结论:
A、如果不要积分参与控制,可以把积分时间TI设为无穷大。但积分项还是不可能为零,这是因为还有初期Minitial的存在。
B、如果不要微分参与控制,可以把微分时间TD设为零。
C、如果不要比例参与控制,但需要积分或积分微分参与控制,可以把增益设为零。在增益为零的情况下,CPU在计算积分项和微分项的时候,会把增益置为1.0。
六、PID手、自动控制方式
在现场控制回路中,我们有时会出现扰动的强变引起现场过程值的跳变,如果这时采用了I控制规律,要消除这个扰动,会使得调节时间过长、过慢,这时就需要人为的进行干预。PID控制器在这方面设置了一个使能位0或1,0指手动控制,1为PID参与调节,也就是”自动”与”手动”的说法。当PID运算不被执行的时,我们称之为”手动”方式,PID运算参与控制称为”自动”方式。当这个使能位发生从0到1的正跳变时,PID会按照预先设置的控制规律进行一系列的动作,使PID从手动方式无扰动地切换到自动方式,为了能使手动方式无扰动切换到自动方式,PID会执行以下操作:
1、置过程变量值PV=给定值SP,在未人为改变SP值之前,SP持恒定。
2、置过程变量前值PVn-1=过程变量现值PVn
需要说明的是:CPU在启动或从STOP方式转化到RUN的方式时,使能位的默认值是为1的。当RUN状态存在,人为使使能位变为0,PID是不会自行将使能位变为1,不会自行的切换到自动方式。也就是说,要想再次使PID参与控制,需人为将使能位置1。例如:在ABB Freelance 2000 digivis操作员站中PID控制面板上,手、自动用M(man)、A(auto)标示,当从M转为A时,PID工作,PID将过程变量值PV置于设定值SP值,并保持PV跟踪SP值;当从A转为M时,PID停止工作,系统会将输出值OUTn-1赋予OUTn,并保持OUT不变,SP值跟踪PV值。
七、PID的最佳整定参数的选定
PID的最佳整定参数一般包括Kc、TI、TD等三个常用的控制参数,准确有效的选定PID的最佳整定参数是关于PID控制器是否有效的关键部分,如何在实际生产中找到这些合适的参数呢?现行的方法有很多种,如:动态特性参数法、稳定边界法、阻尼振荡法、现场经验整定法、极限环自整定法等。鉴于浮法玻璃24时不间断性生产特点,采用现场经验整定法会达到一个较好的控制效果。
现场经验整定法是人们在长期工作工程实践中,从各种控制规律对系统控制质量的影响的定性分析总结出来的一种行之有效、并得到广泛应用的工程整定方法。在现场整定过程中,我们要保持PID参数按先比例,后积分,最后微分的顺序进行,在观察现场过程值PV的趋势曲线的同时,慢慢的改变PID参数,进行反复凑试,直到控制质量符合要求为止。
在具体整定中,我们通常先关闭积分项和微分项,将TI设置为无穷大、TD设置为零,使其成为纯比例调节。初期比例度按经验数据设定,根据PV曲线,再慢慢的整定比例控制比例度,使系统达到4:1衰减振荡的PV曲线,然后,再加积分作用。在加积分作用之前,应将比例度加大为原来的1.2倍左右。将积分时间 TI由大到小的调整,真到系统再次得到4:1的衰减振荡的PV曲线为止。若需引入微分作用,微分时间按TD=(1/3~1/4)TI计算,这时可将比例度调到原来数值或更小一些,再将微分时间由小到大调整,直到PV曲线达到满意为止。有一点需要注意的是:在凑试过程中,若要改变TI、TD时,应保持 的比值不变。
在找到最佳整定参数之前,要对PV值曲线进行走势分析,判断扰动存在的变化大小,再慢慢的进行凑试。如果经过多次乃找不到最佳整定参数或参数无法达到理想状态,而生产工艺又必须要求较为准确,那就得考虑单回路PID控制的有效性,是否应该选用更复杂的PID控制。
值得注意的是:PID最佳整定参数确定后,并不能说明它永远都是最佳的,当由外界扰动的发生根本性的改变时,我们就必须重新根据需要再进行最佳参数的整定。它也是保证PID控制有效的重要环节。