目前在中走丝的耗材中:此部件名称没有统一叫法:借慢走丝的叫“眼模”,有的叫“红宝石导丝嘴”。有的叫“导向器”。还有的叫“宝石定位装置”。但结构差不多。
眼模实物照慢丝眼模
由于慢走丝和中走丝的走线速度和电极丝完全不同。所以。眼模在现有线切割机上的表现也不一样。特别是中走丝眼模处于和钼丝的高速相对摩擦中。以及装配中的同心度误差难于控制。在中走丝切割中放电产物对眼模的磨损。以及眼模体本身制造质量的好坏都影响着眼模在多次切割中的稳定性和实用性。眼模结构
组装后图
目前有代表性的“O”眼模定位精度准。在修刀中基本完全消除了传统快走丝各种原因引起的钼丝空间定位不准的毛病。短期修刀状况接近于慢走丝的效果。这也是新机到用户手里。加工的结果极佳。而当中走丝运行一段时间后。多次切割的情况发生剧变。眼模受伤
影响中走丝眼模的正常寿命之一
是制造眼模定位体的材质和加工工艺。好的眼模采用品质稳定的人造聚金刚石高温高压烧结成型。这一点目前的工艺不难做到。接下来对眼模的内孔进行超精激光打孔。人工抛光研磨才是极重要的一环节。江浙一带和河北生产的眼模原料差不多。只是后续处理加工。如激光开孔。内孔成型河北的相对要精至一些。当然售价也不一样。便宜的市价300元左右。贵的500到800不等。看来。在眼模的制造上还有上升的空间。
市面上能经常看到的眼模种类:
在结构上共同的毛病是目前在调节钼丝垂直度的参照上没有可行的解决方案。
铜基人造红宝石型
铜基改进型人造红宝石型
分解铜基眼模铜基眼模
影响眼模的正常寿命之二
是眼模安装的同轴度:这是廷长眼模使用寿命掌握在用户手里的因素。
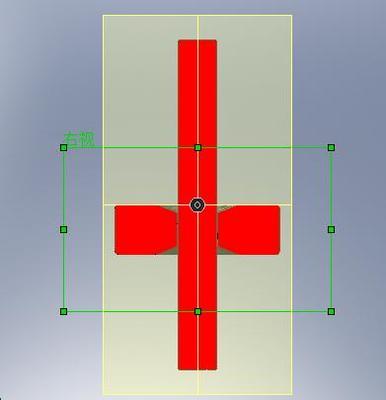
同轴垂直示意内部剖示结构图
眼模最忌在使用中局部受力,受摩擦。理论上眼模与电极丝钼丝在眼模的轴向平行处于同心运行。径向无受力产生。但在实际的使用中达不到理想化的条件。无论是在出厂的初次安装调试,还是在用户的日后更换与保养。很难保证钼丝在运行的自由垂直状态与眼模聚金刚石的园环中心同心度在0.01之内。
现在为了保证消除安装的误差。一般是在钼丝受力的自由态下人工校正垂直度在符合要求的范围内。然后再安装上眼模。启动钼丝的运行。观察钼丝的垂直度情况。可用火花观察方法移动MOVE眼模基体座。直到钼丝的垂直度恢复到没有加载眼模前的垂直度就行。然后紧固定位内六角螺丝。
影响眼模的正常寿命之三
是在中走丝切割锥度在一度以上的工件。人为造成眼模定位体与钼丝“不定”受摩擦力。目前还没有出现在切割锥度时眼模中心与钼丝随锥度机构同步运行的机构。所以用中走丝尽量割锥度时不用眼模。实在要加工锥度。可取下眼模加工。
眼模损伤图
影响眼模的正常寿命之四
是在加工中没有及时清理在眼模中的放电产物。特别是在中走丝上加工有色金属。象铝合金。一位在松岗加工店的老板跟我说。以后打死我也不接客户的铝件中走丝多次切割斜度的活儿。就十几小时的工作让一符600多元眼模报消了。其实。也没这位仁兄说得那么可怕。但是。如果不及时清理眼模上内孔附近的脏泥放电产物。眼模的寿命真要大打折扣。
影响眼模的正常寿命之五
是钼丝的质量。这一点只是在实际加工中统计不多,受加工的条件限制。还望有这方面观察的同行留意。另钼丝线径损小0.015MM以上时。也会增加钼丝与眼模的接触摩擦机会。建议更换钼丝加工。
经常听到一些中走丝客户抱怨。眼模不好。我认为这话也有片面之嫌。就说慢走丝的眼模。也怕加工大锥度之类。只要在中走丝的多次切割中避开眼模的一些不利因素。眼模的有效寿命还是有保障的。也是实用的。
今后,在电极丝的材质上。在眼模的结构上。在走丝速度的调节上。进行创新和改进。只要眼模的性价比能让我们接受。在中走丝的眼模应用上就有文章可做。最后给各位使用眼模结构的新用户提醒。中走丝处于不用状态。一定记得要用一段钼丝插在眼模孔中。下次穿丝就方便多了。
最后感谢西乡金利冠表业公司。观澜宏业塑胶厂的老总和师傅。是他们为我提供了上机统计分析。中走丝眼模使用实物的实践机会。