非晶硅薄膜太阳能电池及制造工艺
内容提纲
一、非晶硅薄膜太阳能电池结构、制造技术简介
二、非晶硅太阳能电池制造工艺
三、非晶硅电池封装工艺
一、非晶硅薄膜太阳能电池结构、制造技术简介
1、电池结构
分为:单结、双结、三结
2、制造技术
三种类型:
①单室,多片玻璃衬底制造技术
该技术主要以美国Chronar、APS、EPV公司为代表
②多室,双片(或多片)玻璃衬底制造技
该技术主要以日本KANEKA公司为代表
③卷绕柔性衬底制造技术(衬底:不锈钢、聚酰亚胺)
该技术主要以美国Uni-Solar公司为代表
所谓“单室,多片玻璃衬底制造技术”就是指在一个真空室内,完成P、I、N三层非晶硅的沉积方法。作为工业生产的设备,重点考虑生产效率问题,因此,工业生产用的“单室,多片玻璃衬底制造技术”的非晶硅沉积,其配置可以由X个真空室组成(X为≥1的正整数),每个真空室可以放Y个沉积夹具(Y为≥1的正整数),例如:
•1986年哈尔滨哈克公司、1988年深圳宇康公司从美国Chronar公司引进的内联式非晶硅太阳能电池生产线中非晶硅沉积用6个真空室,每个真空室装1个分立夹具,每1个分立夹具装4片基片,即生产线一批次沉积6×1×4=24片基片,每片基片面积305mm×915mm。
•1990年美国APS公司生产线非晶硅沉积用1个真空室,该沉积室可装1个集成夹具,该集成夹具可装48片基片,即生产线一批次沉积1×48=48片基片,每片基片面积760mm×1520mm。
•本世纪初我国天津津能公司、泰国曼谷太阳公司(BangKok SolarCorp)、泰国光伏公司(Thai PhotovoltaicLtd)、分别引进美国EPV技术生产线,非晶硅沉积也是1个真空室,真空室可装1个集成夹具,集成夹具可装48片基片,即生产线一批次沉积1×48=48片基片,每片基片面积635mm×1250mm。
•国内有许多国产化设备的生产厂家,每条生产线非晶硅沉积有只用1个真空室,真空室可装2个沉积夹具,或3个沉积夹具,或4个沉积夹具;也有每条生产线非晶硅沉积有2个真空室或3个真空室,而每个真空室可装2个沉积夹具,或3个沉积夹具。总之目前国内主要非晶硅电池生产线不管是进口还是国产均主要是用单室,多片玻璃衬底制造技术,下面就该技术的生产制造工艺作简单介绍。
二、非晶硅太阳能电池制造工艺
1、内部结构及生产制造工艺流程
下图是以美国Chronar公司技术为代表的内联式单结非晶硅电池内部结构示意图:
图1、内联式单结非晶硅电池内部结构示意图
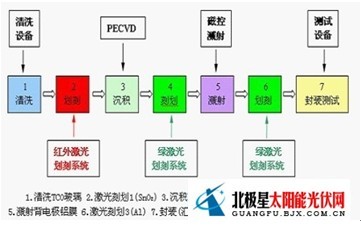
生产制造工艺流程:
SnO2导电玻璃-SnO2膜切割-清洗-预热-a-Si沉积(PIN)-冷却-a-Si切割-掩膜镀铝-测试1-老化-测试2-UV保护层-封装-成品测试-分类包装
下图是以美国EPV公司技术为代表的内联式双结非晶硅电池内部结构示意图:
图2、内联式双结非晶硅电池内部结构示意图
它的生产制造工艺流程为:
SnO2导电玻璃-SnO2膜切割-清洗-预热-a-Si沉积(PIN/PIN)-冷却-a-Si切割-溅射镀铝-Al切割-测试1-老化-测试2-封装-成品测试-分类包装
2、内联式非晶硅电池生产工艺过程介绍:
⑴SnO2透明导电玻璃(或AZO透明导电玻璃)
规格尺寸:305 mm×915 mm×3 mm、635 mm×1245 mm×3 等
•要求:方块电阻:6~8Ω/□、8~10Ω/□、10~12Ω/□、12~14Ω/□、14~16Ω/□等透过率:≥80%膜牢固、平整,玻璃4个角、8个棱磨光(目的是减少玻璃应力以及防止操作人员受伤)
⑵红激光刻划SnO2膜
根据生产线预定的线距,用红激光(波长1064nm)将SnO2导电膜刻划成相互独立的部分,目的是将整板分为若干块,作为若干个单体电池的电极。
•激光刻划时SnO2导电膜朝上(也可朝下)
•线距:单结电池一般是10mm或5mm,双结电池一般20mm
•刻线要求:
绝缘电阻≥2MΩ
线宽(光斑直经)<100um
线速>500mm/S
⑶清洗
将刻划好的SnO2导电玻璃进行自动清洗,确保SnO2导电膜的洁净。
⑷装基片
将清洗洁净的SnO2透明导电玻璃装入“沉积夹具”
基片数量:对于美国Chronar公司技术,每个沉积夹具装4片305 mm×915 mm×3mm的基片,每批次(炉)产出6×4=24片
对于美国EPV技术,每个沉积夹具装48片635 mm×1245 mm×3 mm的基片,即每批次(炉)产出1×48=48片
⑸基片预热
将SnO2导电玻璃装入夹具后推入烘炉进行预热。
⑹a-Si沉积
基本预热后将其转移入PECVD沉积炉,进行PIN(或PIN/PIN)沉积。
•根据生产工艺要求控制:沉积炉真空度,沉积温度,各种工作气体流量,沉积压力,沉积时间,射频电源放电功率等工艺参数,确保非晶硅薄膜沉积质量。
沉积P、I、N层的工作气体P层:硅烷(SiH4)、硼烷(B2H6)、甲烷(CH4)、高纯氩(Ar)、高纯氢(H2)I层:硅烷(SiH4)、高纯氢(H2)N层:硅烷(SiH4)、磷烷(PH3)、高纯氩(Ar)、高纯氢(H2)
•各种工作气体配比有两种方法:第一种:P型混合气体,N型混合气体由国内专业特种气体厂家配制提供。第二种:PECVD系统在线根据工艺要求调节各种气体流量配制。
⑺冷却
a-Si完成沉积后,将基片装载夹具取出,放入冷却室慢速降温。
⑻绿激光刻划a-Si膜
根据生产预定的线宽以及与SnO2切割线的线间距,用绿激光(波长532nm)将a-Si膜刻划穿,目的是让背电极(金属铝)通过与前电极(SnO2导电膜)相联接,实现整板由若干个单体电池内部串联而成。
激光刻划时a-Si膜朝下刻划要求:
线宽(光斑直经)<100um与SnO2刻划线的线距<100um
直线度线速>500mm/S
⑼镀铝
镀铝的目的是形成电池的背电极,它既是各单体电池的负极,又是各子电池串联的导电通道,它还能反射透过a-Si膜层的部分光线,以增加太阳能电池对光的吸收。
•镀铝有2种方法:一是蒸发镀铝:工艺简单,设备投入小,运行成本低,但膜层均匀性差,牢固度不好,掩膜效果难保证,操作多耗人工,仅适用小面积镀铝。二是磁控溅射镀铝:膜层均匀性好,牢固,质量保证,适应小面积镀铝,更适应大面积镀铝,但设备投资大,运行成本稍高。
•每节电池铝膜分隔有2种方法:一是掩膜法:仅适用于小面积蒸发镀铝二是绿激光刻划法:既适用于磁控溅射镀铝,也适用于蒸发镀铝。
⑽绿激光刻铝
(掩膜蒸发镀铝,没有该工序)对于蒸发镀铝,以及磁控镀铝要根据预定的线宽以及与a-Si切割线的线间距,用绿激光(波长532nm)将铝膜刻划成相互独立的部分,目的是将整个铝膜分成若干个单体电池的背电极,进而实现整板若干个电池的内部串联。
•激光刻划时铝膜朝下
•刻划要求:线宽(光斑直经)<100um 与a-Si刻划线的线距<100um
直线度线速>500mm/S
⑾IV测试:
通过上述各道工序,非晶硅电池芯板已形成,需进行IV测试,以获得电池板的各个性能参数,通过对各参数的分析,来判断莫道工序是否出现问题,便于提高电池的质量。
⑿热老化:
将经IV测试合格的电池芯板置于热老化炉内,进行110℃/12h热老化,热老化的目的是使铝膜与非晶硅层结合得更加紧密,减小串联电阻,消除由于工作温度高所引起的电性能热衰减现象。
三、非晶硅电池封装工艺
薄膜非晶硅电池的封装方法多种多样,如何选择,是要根据其使用的区域,场合和具体要求而确定。不同的封装方法,其封装材料、制造工艺是不同的,相应的制造成本和售价也不同。下面介绍目前几种封装方法:
1、电池/UV光固胶
适用:电池芯板储存制造工艺流程:电池芯板→覆涂UV胶→紫外光固→分类储存
2、电池/PVC膜
适用:小型太阳能应用产品,且应用产品上有对太阳能电池板进行密封保护,如风帽、收音机、草坪灯、庭院灯、工艺品、水泵、充电器、小型电源等
制造工艺流程:
电池芯板→贴PVC膜→切割→边缘处理→焊线→焊点保护→检测→包装
(注:边缘处理目的是防止短路,边缘处理的方法有化学腐蚀法、激光刻划法等)
3、组件封装
⑴电池/PVC膜
适用:一般太阳能应用产品,如应急灯,要求不高的小型户用电源(几十瓦以下)等
制造工艺流程:
电池芯板(或芯板切割→边缘处理)→贴PVC膜→焊线→焊点保护→检测→装边框(电池四周加套防震橡胶)→装插座→检测→包装
该方法制造的组件特点:制造工艺简单、成本低,但防水性、防腐性、可靠性差。
⑵电池/EVA/PET(或TPT)
适用:一般太阳能应用产品,如应急灯,户用发电系统等制造工艺流程:电池芯板(或芯板切割→边缘处理)→焊涂锡带→检测→EVA/PET层压→检测→装边框(边框四周注电子硅胶)→装接线盒(或装插头)→连接线夹→检测→包装该方法制造的组件特点:防水性、防腐性、可靠性好,成本高。
⑶电池/EVA/普通玻璃
适用:发电系统等
制造工艺流程:
电池芯板→电池四周喷砂或激光处理(10mm)→超声焊接→检测→层压(电池/EVA/经钻孔的普通玻璃)→装边框(或不装框)→装接线盒→连接线夹→检测→包装
该方法制造的组件特点:防水性、防腐性、可靠性好,成本高。
⑷钢化玻璃/EVA/电池/EVA/普通玻璃
适用:光伏发电站等
制造工艺流程:
电池芯板→电池四周喷砂或激光处理(10mm)→超声焊接→检测→层压(钢化玻璃/EVA/电池/EVA/经钻孔的普通玻璃)→装边框(或不装框)→装接线盒→连接线夹→检测→包装
该方法制造的组件特点:稳定性和可靠性好,具有抗冰雹、抗台风、抗水汽渗入、耐腐蚀、不漏电等优点,但造价高。
摘自深圳太阳能协会郑老师讲稿