在白车身焊接过程中,定位销的松动和过量磨损是造成其定位失效的两个重要原因。本文主要介绍如何在夹具定位机构的设计与日常的工装管理过程中预防上述失效情况的发生,并在论述过程中阐述定位销磨损控制量的计算方法。
在汽车制造行业,焊装夹具定位销的定位准确度对车身装焊尺寸起到至关重要的作用,在生产过程中,因定位销的定位失效造成装焊尺寸偏差的现象时有发生,影响了后序装配,甚至造成车身报废。因此,要防止定位销定位失效模式的发生,我们必须要从定位机构的设计和定位销的日常管理两方面着手进行。
定位不准的失效模式分析
焊装车间定位销定位不准的失效模式一般分为断裂、弯曲、松动与过量磨损。
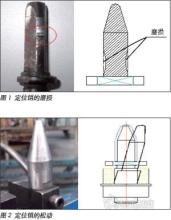
目前在实际生产过程中定位销定位不准的原因主要是松动和过量磨损(见图1,2)。而随着定位销材料及硬度的不断改进,断裂与弯曲发生的越来越少,偶尔出现的情况也大多是受到很大的外力撞击后造成的。
松动原因分析与控制措施
1. 因定位销紧固方式不合理造成的松动
目前车身钣金焊接夹具定位销的紧固方法一般分为顶丝固定方式和螺母紧固方式(见图3,4)。
(1)在生产过程中造成顶丝固定方式失效的原因主要有:经多次拆卸后顶丝内螺纹螺牙磨损,导致顶丝松动;定位销与销座的配合等级要满足H7/g6,而夹具的制造精度没有达到此要求;销安装孔孔径磨损扩大,导致定位销晃动,其中主要是工件装配时产生对定位销径向的作用力F,使定位销座与销孔之间产生摩擦,最后导致安装孔的磨损。
以上分析可看出,导致顶丝结构固定方式失效的原因较多。据统计,夹具使用3年以上,该结构发生失效的概率为30%。故在以后的夹具设计中建议淘汰此种紧固方式,现有夹具、存在此种固定方式的也应有计划地进行改造。
(2)在生产过程中造成螺母紧固方式失效的原因主要有:在定位销装配时未按技术要求使用弹簧垫圈;定位销的装配力矩没有进行标准化,当扭矩过小时会造成装配不牢,过大时又会造成螺纹的过载损坏。
通过以上分析可看出,此种紧固方式导致失效的原因简单,经现场统计,如果按照要求使用弹簧垫圈,再配以合适的扭矩进行紧固,可以避免松动现象的发生。
2. 因定位销固定支座设计不合理造成的松动
定位销固定支座结构设计一般分为2销1栓螺母紧固固定支座和2销2栓螺母紧固固定支座,(见图5,6)。
统计发现,在实际使用过程中2销1栓螺母紧固固定支座发生松动的概率是2销2栓的3倍,在以后的夹具设计中建议全部使用2销2栓螺母紧固方式以降低定位销固定支座发生松动的概率。
磨损控制量的计算与现场控制
1. 定位销磨损控制量的计算
孔位置误差公式为:
(1)孔与定位销配合公差的计算。
定位销与板件孔的配合为过渡配合,设孔理论值为φ,
孔的公差:TH = | DMAX-DMIN|= | ES-EI | ;
销的公差:TS = | dMAX-dMIN | = | es-ei | ;
销与孔的配合公差:Tf =TS+TH ;
其中,定位销尺寸及精度为:(φ-0.2)-0.05;
冲压件孔径尺寸精度为:(φ+0.2)0;
通过计算可得出,理论上定位销销与冲压件孔的配合公差为:Tf=0.5;
(2)工艺叠加误差Gprocess的计算。
工艺叠加误差,主要是由于定位基准转换引起的误差。基准转换的方向是ASSY-SUBASSY-M/BASSY,以车身定位基准为第1层,依次叠加,每转换一次,叠加一次,同时误差需要累加一次。
如第三层总成的工艺叠加误差应该是由第2层的误差和第1层的误差叠加。
第2层、第1层的误差为配合误差: Gp3=Tf1+Tf2。
按理论公差应为0.5计算: Gp3=0.5+0.5=1.0。
可看出:Gprocess=Tf(n-1)+Tf(n-2)+...+Tf(n-n+1)≈T f(n-1) 。
另,Gwear=定位销基本尺寸—定位销测量尺寸。
按经验定位销的调整精度为0.2,故 Gposition=0.2mm。
(3)不同层级定位销允许磨损量的计算:
第三层的孔定位误差:
G3 = Tf3 (base)+Gwelding+ 3Gwear+ Gprocess(3-1)+Gposition+Gother =0.5+Gwelding+3×Gwear+0.5×2+0.2。
若要求孔的公差为±1mm,则:
2≥0.5+Gwelding+3×Gwear+0.5×2+0.2。
假设 Gwelding的值为零,可得出:Gwear≤0.1。
若要做到±1mm的公差需要,通过分析计算分别得出一层、两层及三层工艺定位叠加情况下定位销的允许磨损量如表所示。
通过表可看出,现场孔位80%属于三层工艺定位叠加,即若要满足±1mm的公差要求,80%的定位销的磨损量要控制到0.1mm之内;若定位销磨损量控制在0.2mm内,则80%测量孔只能满足约±1.3mm的公差要求。而四层工艺定位叠加只能满足±1.8mm的公差要求。
2. 定位销磨损控制量的现场控制
通过以上分析可看出定位销的磨损程度对于车身精度的控制起到至关重要的作用,要想稳定和提升车身尺寸必须首先要做好定位销的日常维护与更换工作,车身不同孔位其精度控制要求主要有:
(1)在工作中,我们要根据定位精度不同的要求对定位销进行分级管理控制,每个级别制定一个磨损控制量(目前一般分为3级,磨损控制量分别为0.1mm、0.2mm和0.5mm)。
(2)定位销的磨损具有机械磨损的特性(见图7),其检测也需满足机械磨损的规律,在日常管理中应对定位销进行磨损程度的周期性检测,根据磨损控制量要求的不同及时进行更换,并做好更换记录。
结语
定位销的松动与过量磨损一直是阻碍车身装焊尺寸提升的一大障碍,在工作中我们要不断地总结经验教训,逐步淘汰一些设计不合理的紧固方式,摸索更为可靠的定位机构。同时,还要持续做好定位销的日常管理工作,通过周期性检测,做到预防在先,防止定位销过量磨损现象的频繁发生。