摘要:简要介绍光栅尺在数控机床上的应用及使用注意事项
关键词:光栅尺海德汉发格间隙 数控机床
在数控机床中,光栅尺的作用是作为数控系统的位置检测元件,检测机床的直线轴的实际位移是否和数控系统发出的指令相符。数控机床的加工精度除了由机床的机械部分决定外,光栅尺的精度(或称“分辨率”)也是关键性的元件之一。光栅尺一般由“定尺”和“动尺”(读数头)及连接电缆组成。在世界范围内,德国HEIDENHAIN(海德汉)作为光栅尺界的第一品牌,为数控机床的加工精度发挥了很大作用。西班牙FAGOR(发格)光栅尺目前应用于世界很多厂家,理所当然成为世界第二品牌。光栅尺作为数控机床的位置检测元件,“监督”在由数控系统对直线轴发出的指令下是否准确到达其位置。下面就光栅尺在数控机床上的应用,光栅尺的安装注意事项、调试方法及光栅尺对数控机床机械隐患的“监督”作用阐述如下,仅供参考。
一、光栅尺在数控机床上的作用
光栅尺作为数控机床直线轴的位置检测元件,相当于人的“眼睛”,就是“监视”该直线轴在执行数控系统的移动指令后,该直线轴是否真正准确地运行到数控系统指令所要求的位置。如果数控机床没有安装光栅尺,当数控系统发出直线轴的移动指令后,直线轴能否到达数控系统要求的位置,完全依靠数控系统调试的精度和机械传动精度来保障。数控机床使用一段时间后,由于电气调试参数的修改和机械误差的加大等原因,该直线轴很可能和数控系统指令所要求的位置相差很多,这时候数控系统根本不知道,维修和操作机床的人员也不知道,要想知道这个差距,维修人员就要对机床进行精度检测。所以数控机床没有安装光栅尺,就要定期对机床的精度进行检查,一不小心,一旦忘记检测数控机床的精度,很可能导致加工的产品精度超差甚至报废。
如果数控机床的直线轴安装了光栅尺,上述问题就不用人来操心了,由光栅尺来完成这个使命。如果该直线轴由于机械等原因没有准确到达该位置,光栅尺作为位置检测元件,会向数控系统发出指令,使该直线轴能够到达比较准确的位置,直到光栅尺的分辨率分辨不出来。这时的光栅尺充当了独立于机床之外的监督功能,象人的眼睛一样,一直“监视”着直线轴的位置,保证了直线轴能够达到数控系统要求的位置。
光栅尺的精度取决于其分辨率,分辨率高低不同,价格就不同。光栅尺有玻璃光栅尺和钢带光栅尺之分。目前世界上能做出的玻璃光栅尺的长度约为3米长,超过3米的光栅尺就要选用钢带尺。
在制作新机床或旧机床改造中,采用光栅尺的目的是增加直线轴的运行准确性。但能否增加光栅尺不完全取决于是否购买光栅尺,主要取决于该直线轴的机械部分的几何精度。光栅尺不能取代机械的精度,它只能“锦上添花”。很多人在这个问题的认识上存在偏差。如果机床的直线轴的几何精度很差,比如一些车床Z轴采用直齿条进行传动,反向间隙很大,该轴即使采用光栅尺后,当该轴到达数控系统的运行指令位置附近,由于该直线轴的传动精度不高,不但达不到应有的目的,反而在准确位置前后会出现震荡。
数控机床的哪根直线轴安装光栅尺要视实际情况而定。一般数控机床的X轴必须安装光栅尺,数控磨床磨削产品中带有锥度面时,一般为了保证加工的锥面的精度和表面质量,其Z轴也安装光栅尺。镗铣机床的Z轴一般安装光栅尺,其它轴视加工产品的精度而定。
二、光栅尺的选用、安装注意事项、调试方法
1、光栅尺的选用
在选用光栅尺的型号时很多机床制造商或机床改造商容易凭自身想象,不和用户沟通,最后选用的型号不满足用户的要求。根据本人多年的维修、使用和改造数控机床经验,我认为选用光栅尺时应该考虑如下几个问题:
1.1选用的光栅尺的信号输出类型是差动TTL还是1vpp?这要看数控系统采用哪个厂家的。该数控系统的位置反馈接口的信号类型是什么样,就选用相应型号的光栅尺。
1.2采用玻璃光栅尺还是钢带光栅尺?玻璃光栅尺一般只能制作3米之内,价格比钢带光栅尺贵,但玻璃光栅尺安装、调试方便。钢带光栅尺在安装时比较麻烦,安装好后要调整钢带的松紧,以便准确控制直线轴的位移。
1.3选用光栅尺的零参考点是增量式还是距离编码型?用户在机床开机不回参考点时对机床的坐标值是否有要求?如果机床的尺寸比较长,为了方便,机床可以随时回参考点,这样比较方便,这时需要采用距离编码型光栅尺。如果数控机床回参考点依靠撞撞块,就采用增量式的直线光栅尺。如果用户要求在不需要回参考点的情况下就知道该直线轴的位置坐标,可选用绝对式光栅尺,否则选用增量式光栅尺。
1.4将来的光栅尺采用经过过滤、干燥的压缩空气吗?如果用,在购买直线光栅尺时就要购买过滤器和相应的接头等,同时告知用户准备气源和压缩空气的过滤、干燥装置。
下图为发格公司的光栅尺样表,可做参考。
根据光栅尺铝制外壳的类型和测量长度,FAGOR光栅尺分类如下:
类型 | 分类 | 用途 | 测量长度 | 精确度 | 输出 信号 | 分辨率 | 型号 |
数 控 类 直 线 光 栅 尺 | S | 有限空间 | 没有加强板: 70mm-1240mm 有加强板: 70mm-2040mm | ±5μm ±3μm | 差动TTL | 1μm | SX/SSX |
0.5μm | SY/SSY | ||||||
0.1μm | SW/SSW | ||||||
1vpp | - | SP/SSP | |||||
G | 较大空间 | 140mm-3040mm | ±5μm ±3μm | 差动TTL | 1μm | GX | |
0.5μm | GY | ||||||
0.1μm | GW | ||||||
1vpp | - | GP | |||||
L | 超长距离 | 440mm-60040mm (4.04m以内单根尺,超过4.04m由多节组成一根尺) | ±5μm | 差动TTL | 1μm | LX | |
1vpp | - | LP | |||||
绝对值光栅尺 | GA | 配FAGOR、SIEMENS系统 | 根据测量长度可选择S系列、G系列、 L系列光栅尺 | ||||
2、光栅尺的安装注意事项
一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。
安装光栅尺时,不能直接将光栅尺安装在粗糙不平的机床身上,更不能安装在打底涂漆的机床身上。光栅主尺及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm/1000mm以内。如果不能达到这个要求,则需设计加工一件光栅尺基座或用龙门刨床将安装光栅尺定尺的位置刨平。如果制作光栅尺基座,基座要求做到:(1)应加一根与光栅尺尺身长度相等的基座(最好基座长出光栅尺50mm左右)。(2)该基座通过铣、磨工序加工,保证其平面平行度0.1mm/1000mm以内。另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的间距为1~1.5mm左右。读书头离光栅尺尺身太近或太远,在机床的直线轴运行中,会把读数头蹭坏,使读数头报废,光栅尺尺身内的刻度线被破坏,有可能报废。
将光栅主尺用M4螺钉上在机床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与机床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。
在安装光栅主尺时,应注意如下三点:(1)在装主尺时,如安装超过1.5M以上的光栅时,不能象桥梁式只安装两端头,尚需在整个主尺尺身中有支撑。(2)在有基座情况下安装好后,最好用一个卡子卡住尺身中点(或几点)。(3)不能安装卡子时,最好用玻璃胶粘住光栅尺身,使基尺与主尺固定好。
在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。最后调整读数头,使读数头与光栅主尺平行度保证在0.1mm之内,其读数头与主尺的间隙控制在1~1.5mm以内。
光栅线位移传感器全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。另外,用户在选购光栅线位移传感器时,应尽量选用超出机床加工尺寸100mm左右的光栅尺,以留有余量。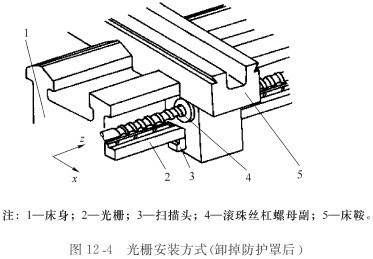
但对于一般的机床加工环境来讲,铁屑、切削液及油污较多。因此,传感器应附带加装护罩,护罩的设计是按照传感器的外形截面放大留一定的空间尺寸确定,护罩通常采用橡皮密封,使其具备一定的防水防油能力。
3、光栅尺的调试方法
采用钢带光栅尺时,光栅线安装完毕后,先预紧钢带,然后接通数显表,移动工作台,观察数显表计数是否正常。在机床上选取一个参考位置,来回移动工作点至该选取的位置。数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。如果有条件的话,可用雷尼绍激光干涉仪代替数显表或千分表,反复检查光栅尺的精度,在此过程中,通过调整钢带的松紧使之达到精确的位置,然后把钢带固定好。
三、数控机床中应用的光栅尺的常见故障
在多年的数控机床维修中,我总结了光栅尺出现的常见故障:
1、直线轴在回参考点中,找不到零脉冲。在表现形式上就是该轴在回参考点时一直运行直到撞到该轴的限位。
这种故障一般是读数头或光栅尺肮了,把读数头卸下来用无水乙醇冲洗干净,用丝绸布沾上无水乙醇把带有刻度部分清洁干净即可。
2、数控机床的直线轴在运行中出现报警。
如果采用西门子840D或德国力士乐数控系统,出现报警“硬件编码器错误”;如果采用西班牙FAGOR数控系统,会出现“跟随误差超界”。这种情况下,由于震动或其它原因,一般是机床在使用中使读数头与光栅刻度尺的距离远了,数控系统误认为光栅尺坏了。处理该故障的方法是按光栅尺说明书的要求调整读数头与光栅尺的距离。读数头与光栅尺尺身之间的间距为1~1.5mm左右,最好别超过2mm.。
出现上述故障的另外一种原因是光栅尺的安装位置不合适,如安装在油池附近,油气等将光栅尺污染,这时候就要把光栅尺的“定尺”和“动尺”分别进行清洁,然后再安装之后进行光栅尺的调试才可使用。
还有一种故障情况也会出现上述报警,那就是由于读数头的位置安装不合适,造成读数头损坏,更有甚者,光栅尺定尺内出现铝合金碎屑,光栅刻线出现损坏,造成光栅尺定尺的彻底报废。
3、数控机床的直线轴出现暴走
当数控机床的直线轴安装有光栅尺时,如果该直线轴出现暴走,一般情况下是该直线轴的位置检测元件————光栅尺被污染,需要对光栅尺的光栅或读数头进行保洁才可消除故障。
四、光栅尺的其它功能
在多年的数控机床维修中,我们发现光栅尺作为数控系统的位置检测元件,在机床的机械部分良好的情况下,可以提高机床直线轴的定位精度。除此之外,光栅尺还可以检测机床机械部分存在的隐患或问题,下面就几个维修案例进一步说明。
1、HG3018美国进口磨床机床颤抖
从美国CAPCO公司进口的HG3018轧辊数控磨床,采用德国BOSCHCC220数控系统,加工直径750mm,加工长度4500mm.。X、Z轴(砂轮架的横向移动轴简称“X”轴,拖板的纵向移动简称“Z”轴)的移动依靠交流伺服电机带动减速机,减速机与滚珠丝杠连接通过同步齿形带来实现。X轴为全闭环控制方式,位移检测元件采用德国海德汉玻璃光栅尺。十几年前,机床出现了一个奇怪的故障现象:在机床操作者无意中拿木条轻轻击打机床砂轮架外壳体时,人站在工作台上,感觉机床产生剧烈的颤动。从这个现象看,该故障的产生,肯定带有机床本身的一些动作,绝对不是纯粹的机床某个零部件松了,人拿木头条轻轻“砸”机床外壳导致的结果。经查证,是X轴的滚珠丝杠背冒松造成的:当人拿木条轻轻砸机床砂轮架外壳时,因为X轴的驱动依靠滚珠丝杠来实现,很轻便,由于X轴滚珠丝杠背冒松动,故砂轮架会有一个微小的移动。这时候,数控系统检测到在没有发出X轴移动信号的情况下,X轴移动了,肯定是“非法的”,这时候数控系统会发出与砂轮架移动方向反向的“给定”信号,使砂轮架反向移动。由于滚珠丝杠背冒的松动,X轴反向移动时会走过头,此时砂轮架在数控系统的指挥下,又向与之前移动方向反向移动。。。。。如此往复,造成砂轮架的震动。
在长期对数控机床的维修中,我们发现,光栅尺不仅仅作为位置环的检测元件,还能成为机床直线轴的“监督”元件。当机械存在故障隐患时,如果该轴采用光栅尺控制,该故障隐患会通过光栅尺将隐患“放大”,以故障的形式表现出来。没有采用光栅尺的机床,出现机械故障隐患时,往往不容易表现出来,直至故障隐患扩大化,变成硬性故障。
2、C61200数控车床加工轧辊辊身时出现X轴前后窜动
我公司从武重购买的C61200车床经过数控化改造后,采用西班牙FAGOR8055TC数控系统。该机床有一天在加工轧辊时,由于轧辊的辊身比较偏,致使当机床的刀具吃上辊身尺寸较大的地方时,在无操作的情况下,X轴自行往远离轧辊的方向移动。当刀具接触上轧辊辊身尺寸比较“瘦”的地方时,X轴自行向靠近轧辊的方向移动。
我们首先对该机床的数控系统进行检查,发现X轴在加上“使能”信号的情况下,其交流伺服电机加上了自锁力。当把X轴的位置检测元件屏蔽掉后,改成半闭环,再进行吃刀加工,发现之前的X轴前后窜动的现象消失了。看到这种现象后,有人判断认为是光栅尺出了问题,而我认为恰恰是X轴光栅尺完好无损,才可以发现机械存在的隐患。通过检查X轴滚珠丝杠,发现是滚珠丝杠的背帽松了。正因为X轴滚珠丝杠的背帽松了,在刀具接触上轧辊辊身尺寸比较大的地方时,由于轧辊辊身对X轴有一个“顶”力,X轴被“顶”向远离轧辊直径的方向。用于检测X轴的位置的光栅尺发现在没有数控系统发出指令的情况下,X轴向“+X”方向(远离轧辊辊身的方向)移动,光栅尺的作用是,通过检测直线轴在数控指令的作用下,该直线轴移动是否准确,并把信号送入数控系统,对该轴的移动位置进行校正。依据此,当刀具接触上轧辊辊身尺寸比较“瘦”的地方时,之前由于外力“顶”跑X轴后,X轴在无“顶”力的情况下,通过光栅尺的作用,把X轴拉回数控系统使其定位的位置,故加工偏辊时,X轴由于滚珠丝杠背帽的松动使其产生来回窜动。
3、 齐重RT125数控车床移动Z轴时出现震动
我们从齐重购买的RT125数控车床,有一天在移动Z轴时出现震动,我们原认为是光栅尺出了问题,后来经检查发现该车床的导轨上表面被铁屑划出痕迹所致。验证自己判断故障产生的原因是否正确的方法是,将该轴的控制方式改为半闭环即将光栅尺屏蔽掉,这种震动即可消失或减轻了很多。此时有人会说那就干脆屏蔽掉光栅尺后使机床工作吧。这只是临时措施,该轴屏蔽掉光栅尺后的加工精度肯定比以前要降低很多。
在十几年的数控机床维修中,我们遇到了无数的和光栅尺有关联的故障,基本上都是机械本身出现了问题。这说明光栅尺还可以把数控机床潜在的机械存在的问题检测出来,并以故障的形式表现出来。
五、光栅尺的使用注意事项
在平时的光栅尺的使用中,一定要注意合理的维护方法,下面是总结出来的光栅尺使用注意事项:
1、如果有条件,最好为光栅尺通上干净的经过过滤、干燥的压缩空气,这样可以防止光栅尺的周围的油、液、气进入光栅尺内部,污染光栅尺。
2、光栅尺外尽可能外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅尺壳体内部。
3、定期检查各安装联接螺钉是否松动,尤其是固定读数头的螺丝。曾遇到过很多由于读数头固定螺丝松动造成的机床直线轴暴走或不能回参考点等。
4、为保证光栅尺传感器使用的可靠性,可每隔一定时间用无水乙醇清洗擦拭光栅尺面及指示光栅面,保持玻璃光栅尺面清洁。
5、光栅尺严禁剧烈震动及摔打,以免破坏光栅尺,如光栅尺断裂。
6、在安装光栅尺和读数头时特别要注意读数头与光栅尺的距离,或远或近都可能造成读数头的损坏或光栅尺壳体内的刻度的破坏,甚至报废光栅尺。
7、若光栅尺的定尺采用钢带型,在抽出带有刻线的钢带,经过清洁后再装上后一定要经过调试后再使用,调试的方法见本文,否则可能造成加工的产品报废。