游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。我们来看看游标卡尺的具体介绍。
游标卡尺的概述
游标卡尺作为一种被广泛使用的高精度测量工具,它是由主尺和附在主尺上能滑动的游标两部分构成。如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
游标卡尺的结构
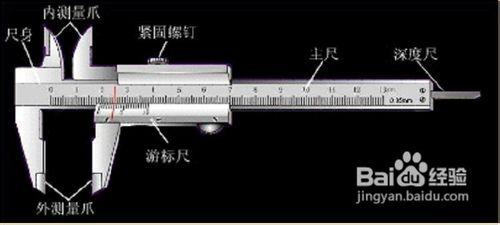
游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。若从背面看,游标是一个整体。游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的读数方法
以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步;
1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;
2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;
3)将上面整数和小数两部分加起来,即为总尺寸。
游标卡尺的使用方法
将量爪并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。
游标卡尺的应用
游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:
1)测量工件宽度
2)测量工件外径
3)测量工件内径
4)测量工件深度
游标卡尺的保管
游标卡尺使用完毕,用棉纱擦拭干净。长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好使用。
注意事项
游标卡尺是比较精密的量具,使用时应注意如下事项:
1) 使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
2) 测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。且用力不能过大,以免卡脚变形或磨损,影响测量精度。
3) 读数时,视线要垂直于尺面,否则测量值不准确。
4) 测量内径尺寸时,应轻轻摆动,以便找出最大值。
5) 游标卡尺用完后,仔细擦净,抹上防护油,平放在合内。以防生锈或弯曲。
以上是对游标卡尺的介绍,包括其读数、使用方法以及其应用等内容,由于游标卡尺是种比较精密的量具,现已经被广泛应用于工业测量长度上,随着科学技术的发展以及行业的不断壮大,检测仪器数字化是当前及未来仪器的普遍趋势,而且对工件的测量效率也会要求越来越高。而当前工厂内部品质检查的方法是测量一个数据后,由测量人员人工记录在纸张中,或者由一个人测量,另一个人进行记录的操作方式,当需要进行分析时,由操作人员录入到电脑的EXCEL表格中;这种传统的测量方式导致的问题是效率低,数据容易记错。针对目前这种情况,我们太友公司推广出了一种高效应用游标卡尺测量长度的方法,只把利用我们的数据采集仪连接到游标卡尺上,采集仪就会自动从游标卡尺中获取测量数据,进行记录,分析计算,形成相应的各类图形,对测量结果进行自动判断等,这种方法真正实现了测量的数据化,不但可以减少由于人工测量所造成的误差,还可以大大提高测量效率。